شنبه تا پنجشنبه : 17 - 8
تهران - شهرک صنعتی باباسلمان
شهریار، شهرک صنعتی باباسلمان، خیابان صنعت
برای فسفاته کاری سطوح می توان از روش غوطه وری، روش اسپری کردن و یا از ترکیبی هر دو روش استفاده کرد.به عنوان مثال یک روش مدرن برای اعمال پوشش فسفاته روی بر روی بدنه اتومبیل ترکیبی از روش غوطه وری و اسپری می باشد. بدین ترتیب هنگام ورود قطعه به محلول توسط افشانک هایی در داخل حمام، محلول به قطعه پاشیده می شود. بعضی مواقع ممکن است ایجاد پوشش فسفاته به وسیله برس زدن انجام شود و البته این روش کمتر مورد استفاده قرار میگیرد.
روش غوطه وری
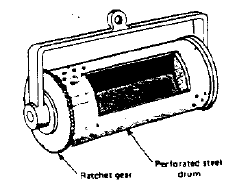
هر سه نوع پوشش فسفاته روی، آهن و منگنز را می توان به روش غوطه وری اعمال کرد. با استفاده از این روش می توان قطعه باریک شکل مانند نوار را بطور مداوم پوشش کاری کرد. قطعه کوچک مانند پیچ و مهره و واشر و .. که در حجم های زیادی تولید می شوند فقط به روش غوطه وری می توان برروی آنها پوشش ایجاد کرد. از طرفی این روش برای چنین قطعاتی اقتصادی است. برای پوشش کاری این نوع قطعات، آنها را داخل استوانه ای سوراخ دار می ریزند که این استوانه بعد از غوطه وری در محلول فسفاته با سرعت 4 دور در دقیقه می چرخد. این درام ها معمولأ از جنس فولاد کم کربن ساخته می شوند و در صورتیکه انتظار عمر بیشتری داشته باشیم از نوع فولاد زنگ نزن انتخاب می شود. در شکل 1 نمونه ای از این درام ها نشان داده شده است.
شکل1 وسیله ای مخصوص فسفاته کاری قطعات کوچک
ممکن است قطعات کوچک در داخل سبدی بدون چرخش وارد حمام فسفاته شوند و معمولأ چنین روشی کاملأ رضایت بخش نمی باشد چون قطعاتی که در تماس با یکدیگر هستند و یا در تماس با دیواره سبد قرار می گیرند بدون پوشش باقی می مانند. قطعات بزرگ بطور دستی حمام می شوند و اگر چنین قطعاتی دارای شکل پیچیده ای باشند مانند بدنه پمپ ها یا دریچه های هیدرولیک بایستی به روش غوطه وری فسفاته کاری شوند. با استفاده از هر دو روش می توان پوشش فسفاته سنگین بر روی سطح اعمال کرد اما روش غوطه وری برای این منظور معمولتر می باشد. با استفاده از روش غوطه وری، پوشش در تمام قسمت های قطعه کاربصورت یکنواخت ایجاد می شود و قطعأ دارای قسمت های بدون پوشش کمتری است و در نتیجه به تعمیر کمتری نیاز دارد. سرعت عمل در این روش کند است و نیاز به حمام های بزرگتر و فضای بیشتری می باشد و به علت حجم زیاد شارژ دوباره آن گرانتر است. به علت اینکه حجم حمام ها در روش غوطه وری بزرگتر است پس درجه حرارت ثابت و پایدارتر می باشد. فسفاته کاری به روش غوطه وری تغییراتی در ترکیب پوشش فسفاته ایجاد می کند در نتیجه عمل رنگ کاری بهتر انجام می شود.
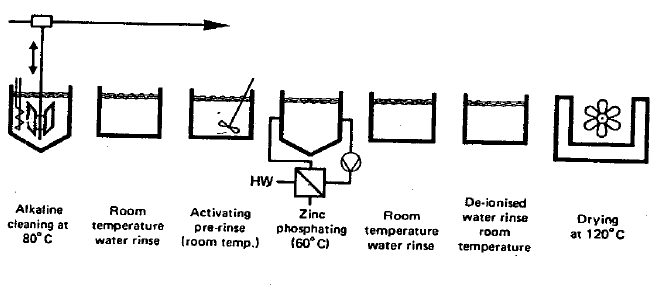
یک سیستم فسفاته کاری به روش غوطه وری بایستی شامل تعدادی مخزن، کنترل کننده درجه حرارت و سطح محلول، سیستم های خروج بخار، تجهیزات لازم برای جابجا کردن مواد و تجهیزات برای خشک کردن باشد .در زیر یک نمونه فرآیند پوشش دهی به روش غوطه وری نشان داده شده است.
شکل 2: فرآیند فسفاته کاری به روش غوطه وری .
روش اسپری کردن
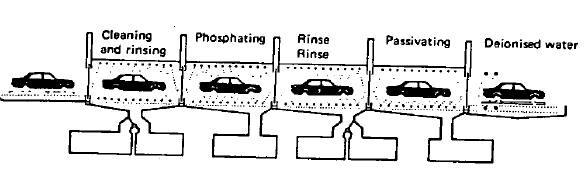
پوشش فسفاته روی و گاهی فسفات آهن بدین روش اعمال می گردد. اسید کل حمام فسفاته بایستی معمولاحدود10-20 باشد و pH حمام چربیگیری بایستی حدود10-8 باشد.
در پایان فسفاته کاری نمونه بایستی تحت پاشیدن آب بدون یون با سرعت 3-1 قرار بگیرد. هدایت یونی این آب نبایستی بیشتر از 30 باشد.
شکل3 : فرآیند پوشش دهی به روش اسپری کردن.
انتخاب روش مناسب فسفاته کاری بر اساس خصوصیات ویژه قطعه کار و پروسه کاری آن می باشد. با وجود این راهنمایی های زیر ممکن است در انتخاب روش صحیح مفید واقع شوند :
1) شکل ، اندازه و تعداد قطعات می توانند تعین کنند روش فسفاته کاری باشند. قطعات با شکل پیچیده معمولا به روش غوطه وری فسفاته کاری می شوند
2) جنبه اقتصادی روش و فضای موجود نیز موثر است.
3) کیفیت مورد نظر از پوشش در انتخاب روش دخالت دارد.
4) برای ایجاد پوششهای فسفات سنگین معمولأ از روش غوطه وری استفاده می شود .
مرجع : پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف

