شنبه تا پنجشنبه : 17 - 8
تهران - شهرک صنعتی باباسلمان
شهریار، شهرک صنعتی باباسلمان، خیابان صنعت
این مقدمه نیاز های آبکاران را برای فیلتر کردن محلول های آبکاری را نشان می دهد. همچنین نیاز های آبکاران را برای کاهش ذرات جامد بعد از خنثی سازی از فیلتر کردن در هرجای ممکن برای بازیافت یا طولانی تر کردن زمان سرویس کردن تمیزکننده ها، زبر کننده ها و شوینده ها را نشان می دهد.
فیلتر کردن معمولا شامل استفاده از کربن برای حذف ناخالصی های نامطلوب آلی می باشد که سال ها پیش از این روش در میان سایر روش های فیلتر کردن استفاده می شده است.
امروزه کربن دانه ای در بسیاری از موقعیت ها پذیرفته شده است و نیاز به کربن پودری را کاهش داده و باعث حذف تصفیه هفته ای یا ماهانه شده است. هرچند مواردی وجود دارد که کربن پودری باید به عنوان تنها روش در نظر گرفته شود.
آبکارانی که به مساله فیلتر کردن به عنوان یک موضوع مهم توجه می کنند باید آگاه باشند که فرایند فیلتر کردن بیشتر علم است تا یک کاری هنری!. نیاز علم این است که ترتیبی از حقایق را داشته باشیم. حقایقی که در ارتباط با بازده نتایج باشد و توانایی پیش بینی آنها را داشته باشد. هرچند بعضی از کارها در این زمینه در 5 تا 10 سال اخیر انجام شده است آبکاران باید بیشتر به تجربه و آزمایش متکی باشند.
در گذشته پیشنهاد می شد که آبکار سطح کیفیت را با استفاده از کنترل کیفیت آماری اندازه گیری کنند و تعیین کند که آیا به هدف رسیده شده است یا نه؟ بعلاوه توصیه شده است که آبکار نیاز دارد تا ppm مواد مزاحم جامد همراه محلولها را بداند بنابراین ضروری است که اندازه و ظرفیت نگه داری آلودگی ها فیلتر تعیین شود.
آبکاران باید ماهیت ذرات جامد را بدانند چراکه برای دستیابی به موفقیت در جدا سازیی آنها از محلول لازم است. بعنوان مثال آلودگی های لزج و روغنی به سرعت سطح فیلتر متراکم را کور می کنند در حالیکه ذرات بزرگ و ماسه مانند ساختار ضخیمی ایجاد می کنند و همچنان اجازه عبور محلول را می دهند که برای جداسازی جامد/ مایع تهیه شده است.
با ارزیابی اولیه این فاکتورها آبکاران می توانند مطمئن شوند که نتیجه دستیافتنی است. برای مثال ذرات لزج به ناحیه سطحی بیشتری نیاز دارند در حالی که ذرات درشت با نواحی کمتر قابل فیلتر کردن است (برای مثال ظرفیت نگهداری ذرات کمتر).
به هرحال همه ی صفحات فیلتری به یک روش تولید نمی شوند برای مثال صفحات فیلتر کاغذی، پوششی و غشاهای پلاستیکی از اتصال منفرد برای نگهداری ذرات استفاده می کنند. ذرات فیلترشونده می توانند توانایی بهتری در فیلتر کردن را با ایجاد یک کیک متخلخل ایجاد کنند که باعث بهبود سطح جریان محلول می شود. اما برای اینکه واقعا بتوان در فیلتر کردن موفق بود باید ترکیب مناسبی از عوامل فیلتری و ذرات جامد داشته باشیم تا تخلخل مناسب باقی بماند.
نوع دیگری از فیلتر ها می توانند اتصال های ضروری برای نگهداری ذرات جامد را ایجاد کنند اما به طریقی ساخته می شود که نتیجه بدست آمده ترکیبی از نقاط اتصال و سطوح می باشد که بدام انداختن ذرات جامد میشود. بنابراین برای جداسازی ذرات جامد از مایع بصورت پیوسته میشود و در بازه زمانی طولانی تری قابل استفاده است.(بدون اینکه نیاز به تعویض یا شستشو باشد)
بیشتر فیلترها بر طبق اندازه ذراتی که باعث به کیپ شدن فیلتر (توقف فیلتراسیون صحیح) میشوند طبقه بندی می شوند. این دسته بندی بر پایه تست های آزمایشگاهی است وبر حسب میکرو متر بیان می شود. محیط دانه ای درشت حدود 100 میکرومتر است و محیط متراکم 1، 5 یا 10 میکرومتر است. با اعلام این اعداد در طبقه بندی میتوان حدس زد با بازدهی 85 تا 95% بیشتر ذرات با اندازه اعلام شده جدا سازی و فیلتر میشود. در حالیکه اگر سطح بازداری (میزان فیلتر کردن و عدم اجازه عبور به اندازه دانه های خاص) میکرومتر به صورت دسته بندی مطلق بیان شود 100 % اندازه (میکرومتر) بیان شده و اندازه های بزرگتر از آن حذف می شوند. این موضوع همچنین بیان می کند که فیلتر های درشت ظرفیت نگه داری ذرات جامد بیشتری را دارند و فیلتر های چگالتر (ریز دانه) ظرفیت نگه داری ذرات کمتری را دارند.
در ادامه در مورد اینکه مواد جامد (ناخالصی مضرر در محلولهای آبکاری) از چه منابعی ایجاد می شوند و روش های حذف موثر آنها بحث می کنیم.
منابع آلودگی های ذرات جامد در آبکاری
ناخالصی ها در حمام آبکاری می توانند ناشی از آلودگی های بیرونی ،آندی ، آب ، منبع هوا باشد.
برای حذف موثر آنها سیستم باید برای مقدار و نوع آلودگی های حاضر در مخزن آبکاری طراحی شود که اینها برای هر خط پوششی متفاوت است. حتی بدون یک تجربه قبلی از مقدار آلودگی بوسیله ی مرور فرآیند های تمیز سازی و آبکاری برای انتخاب و اندازه ی تجهیزات مورد نیاز می توان تخمین زد.
یک فیلتر با ظرفیت نگه داری آلودگی ها ناکافی نیاز به تمیز سازی پی در پی و سرویس کاری دارد. افزایش سریع فشار در سیستم هایی که ذرات جامد در آن باقی مانده اند باعث افزایش فشار و فرسایش پمپ می شود. به وسیله کاهش آلودگی ها تعمیر و نگهداری فیلتر و پمپ به طور موثری کاهش می یابد. حتی بعد از تمیز سازی و شستشو بعضی ذرات جامد و آلودگی ها به بخش ها چنگ ها و بشکه ها چسبیده باقی می مانند و بنابراین آنها وارد محلول آبکاری می شوند. مقدار آلودگی وارد شده اولا به نوع قطعه، روش آبکاری ( آویز یا بشکه)، بازدهی تمیز کاری و چرخه (سیکل) شستشو بستگی دارد.
در بیشتر کارخانه های آبکاری نوع و مقدار قطعاتی که فرآیند روی آن انجام می شود به طور قابل ملاحظه ای متفاوت است. برای عملکرد بدون مشکل سیستم فیلتر باید برای سنگین ترین کار وسخت ترین قطعات برای تمیز شدن طراحی شود. آلودگی های وارد شده با بشکه بالاست که ناشی از تخلیه ناقص شوینده ها و سختی شستشوی قطعات است. فیلتر کردن و خالص سازی خط تولید های اتوماتیک باید پیوسته باشد و تجهیزات باید به اندازه کافی باشد تا کمترین سرویس و توقف خط تولید را داشته باشد.
مقدار آلودگی های وارد شده اغلب با بهبود فرایند آماده سازی اولیه قطعات کاهش می یابد. با تبدیل بسیاری از فرآیند های روغن زدایی بخار به شستشوی آبی نگهداری دقیق شوینده ها و الکتروشوینده ها اهمیت بیشتری می یابد به ویژه برای قطعاتی که روغن ها و روان کننده ها را حمل می کنند. چرخش و به هم زدن با سرریز کردن مخزن تمیز کننده به صورت موثری روغن و پس مانده ها را پاک می کند که به سرعت محیط فیلتر و کربنی را آلوده می کند مخازن شست وشو و در نهایت اسپری شست و شو با آب تمیز آلودگی های همراه را کاهش می دهد. به خاطر ماهیت فرآیند پاک سازی مواد آلوده کننده محلول با ذرات آلی و/یا ترکیبات معدنی (فلزی) ممکن است غیرقابل اجتناب باشد. این موارد می تواند به طور کلی با استفاده از فرایند کربن در مخازن شست وشو حذف شود.
قابل فیلتر کردن بستگی به ماهیت ، مقدار و سایز ذرات معلق که به نوبه خود وابسته به نوع و شیمی محلول آبکاری می باشد.به طور کلی محلول های قلیایی مثل حمام سیانید که دارای ذرات نامحلول لزج و کرکی که با دشواری در فیلتر کردن همراه است در حالی که حمام های اسیدی بیشتر دارای ذرات دانه ای می باشد که به راحتی حتی با یک محیط فیلتری (درشت) متراکم قابل فیلتر کردن می باشد یک آزمایش سریع برای نمونه شاهد با کاغذ صافی در یک قیف ماهیت و مقدار ذرات جامد را تعیین می کند. این آزمایش همچنین محیط فیلترینگ مناسب را نیز تعیین می کند. بسته بندی (داخل کیسه آندی گذاشتن) آند های محلول از لحاظ مواد مقدار لجن وارد شده به حمام آبکاری را کاهش می دهد. آلودگی های هوایی ناشی از دمنده های سقفی، فنهای موتوری، بالابرنده ها و نزدیکی با یراق سازی و سنباده زنی ممکن است باعث آلودگی حمام آبکاری شده و موجب شکست (ایجاد مشکل) در آبکاری شود. نگهداری خوب باعث کاهش آلودگی و مواد همراه محلول آبکاری می شود. جلوگیری از زبری حاصل از ترسیب، مهمترین دلیل برای فیلتر کردن محلول آبکاری می باشد. پودر پوششی بهتر باعث بدست آمدن حمام تمیز تری می شود. به علاوه آبکاران با مواد همراه آلی و معدنی که اجازه تشکیل آنها داده می شود و ظاهر رسوب پوشش را تحت تاثیر قرار می دهد درگیر هستند. خالص سازی دوره ای یا پیوسته محلول با کربن فعال (اکتیو) و یا الکترولیز با دانسیته جریان پایین (دامینگ) این آلودگی ها را اغلب قبل از اینکه خط آبکاری خاموش شود ضروری است.
سیاست مرکز حمایت از محیط زیست Environmental Protection Agency (EPA)a به شدت در مورد مقدار ذرات جامد و ناخالصی های فلزات حل شده در فاضلاب جدی است. برای مطابقت کردن کارخانه های آبکاری باید بعضی رفتار های شیمیایی را با سیالات خود برای رسوب دادن فلزات به صورت هیدروکسید انجام دهند. فیلتر کردن این لجن های هیدراته سخت است و نیاز به تجهیزات جداسازی ویژه ای دارد . در سیستم های مدار بسته آب، بازیافت و بهبود به کار گرفته می شود و نیاز به توجه بیشتر به فیلتر کردن و خالص سازی می باشد.
بیشتر سیستم های فیلتر کردن شامل اتاق فیلتر که دارای محفظه فیلتر و یک موتور پمپی برای انتقال یا چرخش محلول از مخزن آبکاری به فیلتر است می شود. فیلتر های پمپی بسیاری که در بازار موجود است انتخاب و کم کردن هزینه های فیلتر را بدون توجه به حجم محلول ممکن ساخته است.
وقتی که یک سیستم فیلتر را برای سیستم آبکاری نصب می کنیم نیاز است که ابتدا اهداف اصلی را مشخص کنیم مثل پوشش نهایی با کیفیت بالا-صافی و شفافیت بیشینه، ویژگی های فیزیکی بهینه- اندازه ذرات، خوردگی، مقاومت سایش یا بازده بیشتر فرآیند و کنترل ، قدرت پوشش دهی، سرعت آبکاری، خالص سازی و شفاف سازی.
عوامل زیر باید قبل از انتخاب اندازه و مواد مورد نیاز برای محفظه فیلتر، پمپ و موتور در نظر گرفته شود.
1.حجم آلودگی- ذرات معلق ، اندازه ، نوع و مقدار همچنین ناخالصی های آلی و معدنی محلول.
2.سرعت جریان- گردش به ازای هر ساعت برای حجم محلول داده شده ضروری است که واضح و مشخص باشد.
3- تعداد تکرار فیلتر کردن و خالص سازی- مخزن آبکاری، متناوب یا پیوسته نیاز برای حذف آلودگی مواد همراه و دفعات سرویس کردن فیلتر که مورد انتظار است.
وقتی که محلول با هوا به هم می خورد معمولا دمنده با فشار پایین انتخاب می شود. این عمل فیلتر کردن خوب را تقریبا غیر ممکن می کند.
این عمل فیلتر کردن خوب را وقتی که محلول را تمیز می کنیم تقریبا غیر ممکن می کند. اگر تنظیم فاضلاب حذف یا کاهش ذرات معلق جامد کلی را ضروری کند (TTS) مقدار آب از دست رفته به ازای هر ساعت قابل تعیین است برای مثال برای 100 گالن/دقیقه انتشار که دارای 100ppm(TTS) می باشد و 5l/b ذرات جامد به ازای هر ساعت تولید می کند. که به صورت زیر محاسبه می شود.
100gpm*3.79l/gal*100mg/l*60min/hour(1000mg/g*454g/lb)=5lb/hour(2.3gal/hour)
بنابراین فیلتر باید ظرفیت کافی برای نگهداری تقریبی 40 lb از ذرات جامد/8 ساعت برای فرآیند را داشته باشد. جاذبه ی افقی فیلتر موثرترین روش برای حجم آلودگی می باشد و به صورت خودکار عمل می کند و هرچند باعث خشکی ذرات جامد باقی مانده می شود و نیاز به چلاندن فیلتر می باشد.
فیلتر کردن و یا خالص سازی زمانی که محصولی تولید نمی شود امکان حذف آلودگی های بدون وجود مواد همراه را که به مخزن اضافه می شود را ایجاد می کند مثل مواد نا محلول آند، مواد اضافی شیمیایی و به علاوه مواد دیگری که از بیرون هنگام تمیز کاری وارد مخزن می شود. دوباره ویژگی های فرآیندی مخزن به صورت انفرادی و اقتصادی باید تعیین شود تا سطح کیفی قابل اطمینان حاصل شود. این موضوع توجهات ویژه ای را نیاز دارد. آلودگی های ناشی از ترکیبات آلی، نمکهای معدنی عوامل ترکننده و روغنها بوسیله فیلتر کردن حذف نمی شود اما بوسیله جذب روی کربن فعال (کربن اکتیو) قابل حذف هستند. بعضی محلول های آبکاری حمام نیکل براق محصولات جانبی آلی را ایجاد می کنند. نمی توانیم فرض کنیم که هر دو نوع مواد (ناخالصی) همراه با یک سرعت افزایش می یابد بنابراین نیاز است که به خاطر ناخالصی های محلول و نا محلول یک بررسی انجام شود. ارزیابی وضوح محلول، سرعت جریان و یک آزمایش سلول غشایی نشان خواهد داد که آیا برای فیلتر کردن به کربن اکتیو نیاز است یا خیر. اگر آنالیز نشان دهد که غلظت نا محلول ها افزایش یافته است نشاندهنده این نکته است که محلول به طور مناسب فیلتر نشده است. بنابراین پمپاژ انتقال محلول به سمت فیلتر باید انجام شود تا سریع ترین راه برای هدایت ذرات جامد به سمت فیلتر انجام شود و محلول تمیز وارد مخزن آبکاری شود. ناخالصیهای محلول با بازرسی کار بروی یک سلول غشایی قابل شناسایی است. ایجاد حفره، چسبندگی ضعیف و ظاهر لکه لکه (در پوشش) نشان می دهد که نیاز به کربن اکتیو تازه است. اینجا دوباره شاید به دلخواه شما نیاز باشد که محلول بهبود یابد تا به کیفیت خوب آبکاری دست یابیم هرچند برای انجام این عمل نیاز است خط آبکاری خاموش شود و همچنین نیاز است که شفافیت محلول و خلوص محلول به طور پیوسته (ارزیابی و کنترل) حفظ شود.
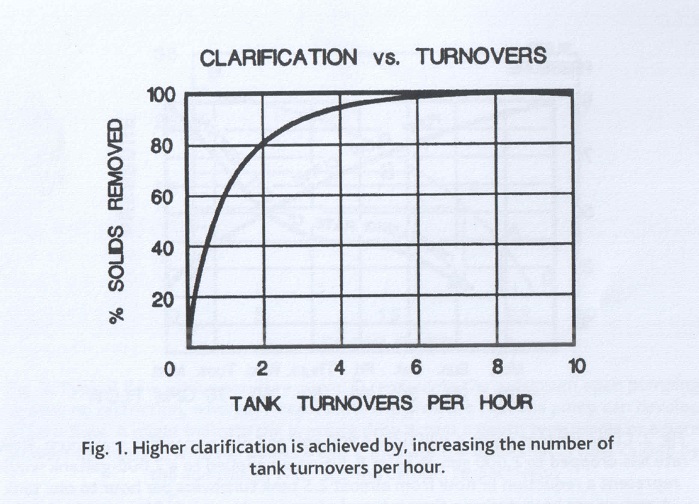
شکل 1
دفعات فیلتر کردن و خالص سازی:
چون برای آبکاری نیاز است که تا حد امکان ذرات معلق حذف شوند سریع ترین راه برای دستیابی به محلول شفاف استفاده از پمپاژ انتقالی همه محلول از یک مخزن به همراه فیلتر کردن به سمت مخزن دیگر است. هرچند برای دستیابی به محلول شفاف و پوشش با کیفیت و یکسان فیلترکردن پیوسته موثرترین راه است. هرچند که فیلتر کردن پیوسته مطلوب است ولی در بعضی از انواع آبکاری بخاطر مقدار ذرات معلق کم نیاز به فیلتر کردن دایمی وجود ندارد. به عبارت دیگر در بیشتر موارد نیاز است که خالص سازی و فیلتر کردن حمام به طور مداوم انجام شود حتی وقتی که آبکاری انجام نمی شود.
به منظور انتقال سریع ذرات معلق به سمت فیلتر به سرعت جریان بالا نیاز است تا از قرارگیری آلودگی ها به روی قطعاتی که قرار است آبکاری شوند جلوگیری شود. اگرچه آبکاری در یک محلولی که هیچ آلودگی ندارد ایده آل ترین حالت است اما دستیابی به این ایده آل تنها در آزمایشگاه ممکن است. بعضی مواد معلق همراه محلول همیشه حضور دارند و باید پذیرفته شوند. فیلتر کردن پیوسته با سرعت جریان بالا میتواند با نگهداشتن ذرات معلق در کمترین مقدار، باعث ایجاد پوشش با کیفیت بالا گردد. همانطور که شکل یک نشان می دهد فیلتر کردن با 4 تا 5 بار درساعت محلول تا 97% همه ی مواد قابل فیلتر کردن را حذف می کند اگر هیچ ذرات جامد جدیدی وارد مخزن نشود.
چون در بسیاری از خطوط ابکاری سرعت ورود ناخالصی ها به درون مخزن بیش از سرعت حذف آنهاست ناخالصیها و ذرات جامد با زمان افزایش می یابند مگر اینکه فیلتر کردن حتی وقتی که آبکاری انجام نمی شود هم ادامه یابد. هر چه سرعت برگرداندن بیشتر باشد حمام آبکاری مدت زمان بیشتری می تواند فعال باشد.
در عمل مواد ناخالصی (همراه) با یک سرعت ثابت وارد سیستم نمی شوند برای مثال بیشتر آنها با قطعاتی که قرار است آبکاری شود وارد می شوند و بنابراین لحظه ای که قطعه وارد محلول می شود درجه ی آلودگی مواد به شدت افزایش می یابد تا زمانی که این پدیده به خاطر فیلتر کردن کم شود و سپس این آلودگی وقتی که قطعات بیشتری وارد مخزن آبکاری می شود افزایش می یابد.
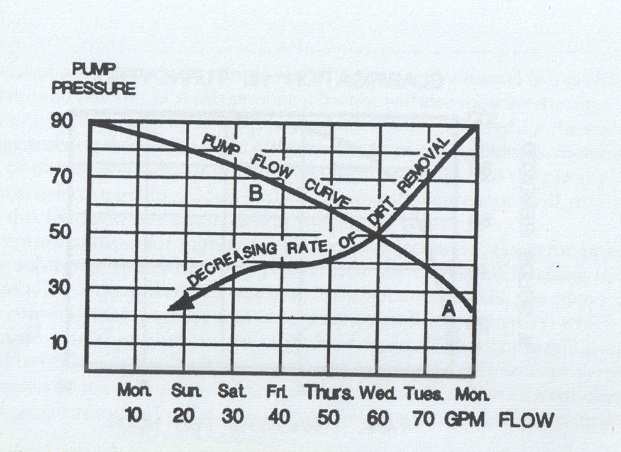
شکل 2
شکل 2 ایجاد آلودگی در فیلتر که باعث کاهش سرعت جریان در فیلتر را نشان می دهد که نیاز است سرویس هفتگی فیلتر انجام شود. این کاهش سرعت جریان باعث طولانی شدن فیلتر می شود. از لحاظ گرافیکی این نشان می دهد که چرا آبکاران زبری را در دفعات مختلف چرخه های فیلتر کردن تجربه کنند. مقدار ذرات جامد در مخزن افزایش می یابد وقتی که سرعت جریان افزایش می یابد تا حدی که ممکن است باعث مردودی قطعه آبکاری شده شود.
بعد از اینکه فیلتر سرویس شد افزایش سرعت جریان باعث برهم خوردن ذرات جامد می شود بنابر این عاقلانه است که آبکاری را به تعویق بیاندازیم تا زمانی که سطح مواد همراه توسط فیلتر کردن تا حد قابل قبولی کاهش یابد.
پدیده ته نشین شدن ناخالصی ها که به طور کلی در مخازن آرام و راکد اتفاق می افتد چون آلودگی ها شانس بیشتری دارند تا مستقر شوند. برای همین وقتی که محلول به مخزن تمیز سازی پمپ می شود لجن ممکن است در انتهای مخزن آبکاری یافت شود.
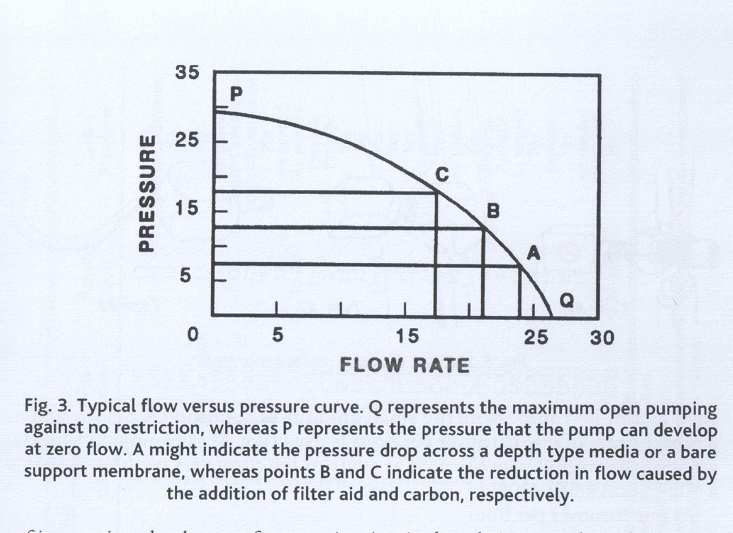
آلودگی در مخازنی که توسط هوا هم زده می شود بعد از خاموش شدن هوا می تواند ته نشین شود. اگر کربن یا یک فیلتر در طول چرخه فیلتر کردن استفاده شود باید توجه شود که اگر این ذرات جامد در محیط جمع شوند فشار به طور قابل ملاحظه ای افزایش می یابد و سرعت جریان تا 25 % کاهش می یابد و حجم محلول پمپ شده به سمت فیلتر تا 50 % قبل از سرویس کاری کاهش می یابد.(شکل 3).
تست آزمایشگاهی مقدار نامحلولها را در مخزن آبکاری را نشان می دهد که یک درجه ی یکنواخت از شفافیت محلول به آرامی افزایش می یابد. هر چه تعداد دفعات سرویس کردن تجهیزات فیلتر افزایش یابد حجم کلی محلول پمپ شده افزایش میابد و همچنین باعث حضور کمترین مواد ناخالصی شده و کمترین نیاز به اصلاحات کلی محلول وجود خواهد داشت.
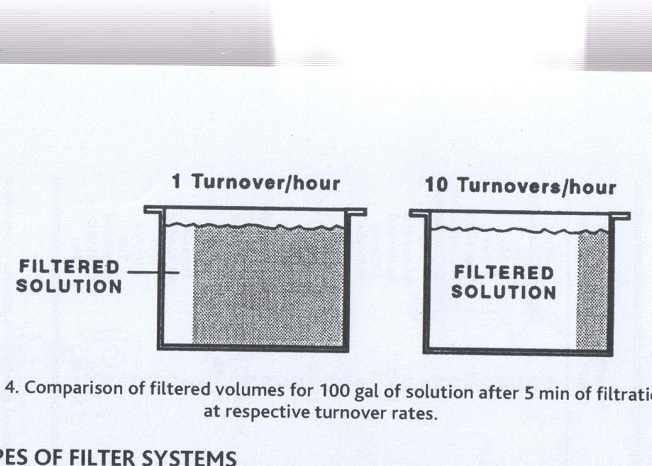
بنابر این ضروری است که آبکار اندازه ی ذراتی که باید حذف شوند را تعیین کند سپس محیط مناسب را برای بیشترین ظرفیت نگهداری ذرات را انتخاب کند. سپس دانستن بازه محفظه فیلتر در سرعت جریان ضرب می شود تا کل محلول در 5 دقیقه از فیلتر عبور کند(شکل 4)
شکل 4
در یک چرخش به ازای هر ساعت داریم:
1*100gal/60min=1.6gpm*5min=8galfiltered
در ده چرخش به ازای هر ساعت داریم:
10*100gal/60min=16.6gpm*5min=83galfiltered
نکته این است که اگر کل محلول در 5 دقیقه بچرخد حمام آبکاری درجه ی بالایی از خلوص و شفافیت را نشان می دهد. در الکترو آبکاری های مدرن نباید هیچ نکته ای که باعث بهبود کیفیت می شود از نظر دوربماند. آبکار می تواند از اصول بالای چرخش مخزن و سرعت محلول استفاده کند تا به مزایایی دست یابد که محصول مردود نشود.
در طول سال های اخیر سرعت جریان فیلترکردن و چرخش محلول مخزن همانطور که اشاره شد به 2 یا 3 در هر ساعت یا بیشتر برای محلول افزایش می یابد(جدول شماره 1)
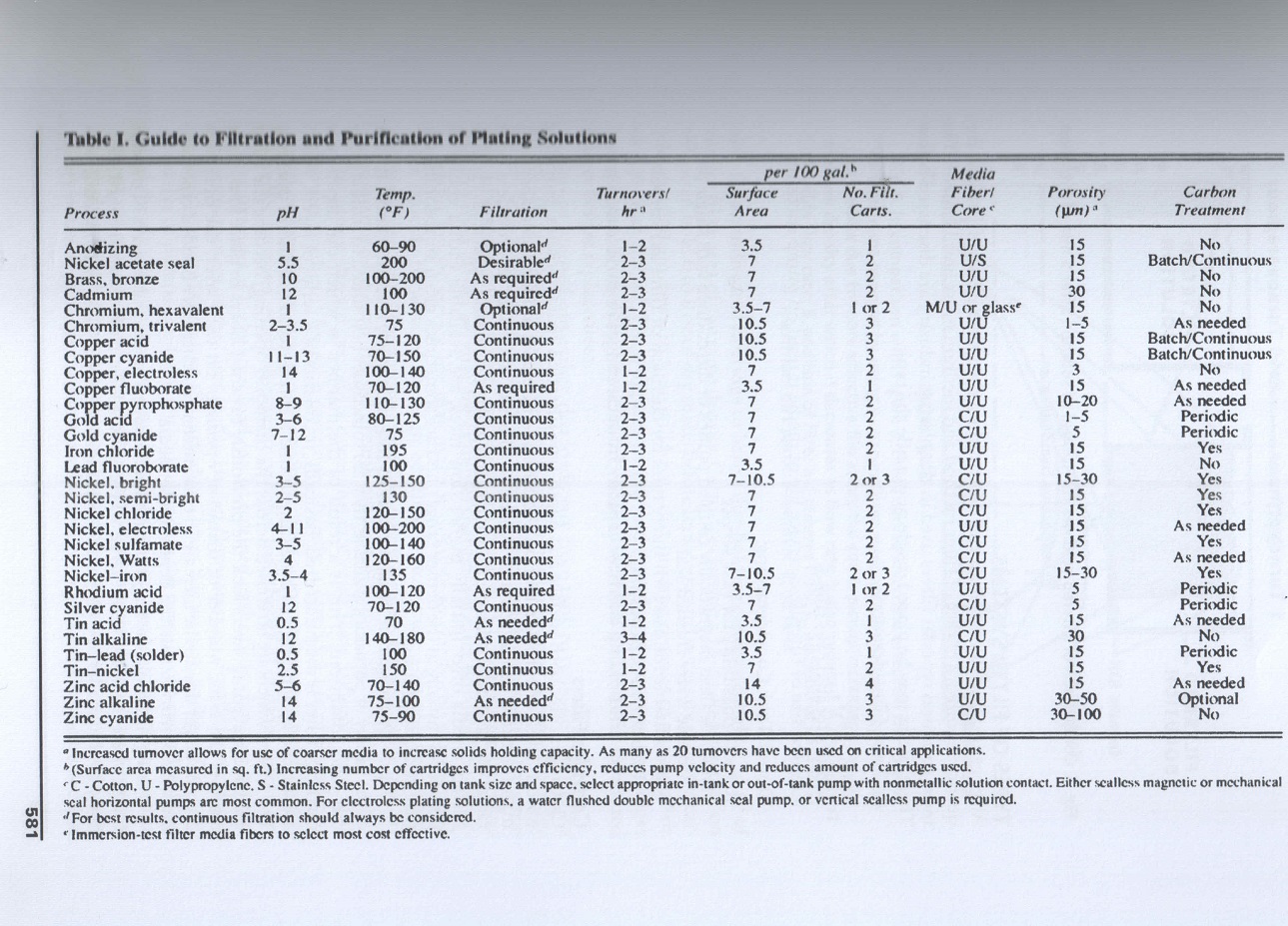
جدول شماره یک
این بدان معنا است که یک سرعت جریان (فیلتر کردن) 2000 تا 3000 گالنی به ازای هر ساعت برای 100 گالن محلول نیاز داریم. هرچند آبکاران باید به خاطر داشته باشند که نیاز به بکار بردن 10 یا حتی 20 بار چرخش به ازای هر ساعت وقتی که همه ذرات جامد باید حذف شوند نیاز است.(شکل1)
محلول های قلیایی حتی ممکن است نیاز به سرعت جریان های بیشتری برای حذف موثرتر ذرات جامد بوسیلهی چرخش داشته باشند. بسته به محیط فیلتر و بازده آن سرعت جریان بین 5/0 تا 2 gpmبه ازای هر فوت مربع از ناحیه سطحی فیلتر قابل حصول می باشد. اگرچه 5 gpm به ازای هر 10 اینچ کارتریج قابل استفاده است. و سرعت جریان زیر 5/1 gpm به ازای هر (اینچ مربع) کارتریج اقتصادی تر است. در حقیقت در سرعت جریان های داده شده با فیلتر کارتریج، سرویس کردن، تمیز کاری کاتریج یا جابه جایی به طور قابل ملاحظهای با افزایش اندازه فیلتر کاهش می یابد. برای مثال اگر اندازه ی فیلتر 4 برابر شود مقدار سالانه ی فیلتر کاتریجی مصرف شده به نصف کاهش می یابد و فیلتر خودش تا 4 بار یا بیشتر بدون شست وشو قابل مصرف است. زمان ماندگاری موثر (عملکرد موثر فیلترکردن) فیلترهای سطحی با دو برابر شدن سطح سه برابر می شود. با افزایش ظرفیت نگهداری آلودگی و کاهش دفعات سرویس کردن فیلتر و جایگزینی قیمت فیلتر کردن به ازای هر ماه یا هر سال به شدت کاهش می یابد.
انواع سیستم فیلتر ها:
بعد از تخمین اندازه آلودگی و تعیین سرعت جریان و دفعات فیلتر کردن مورد نیاز انتخاب روش فیلتر کردن ومحیط باید انجام شود. متداولترین نوع فیلتر استفاده شده در صنعت آبکاری در زیر بررسی شده است. این فیلتر ها باید بیرون یا درون مخزن قرار داده شوند. مفروضات داخل مخزن:
فضای تانک
موتور های قرار گرفته روی هود ها
اندازه ی محدود شده ی فیلتر
مفروضات بیرون تانک:
امکان سنجی سرویس کردن از راه دور
قابل استفاده برای مخازن لجنی برای مواد شیمیایی یا فیلتر کربن پیش شست و شو.
قابلیت نگه داری آلودگی بیشتر و ظرفیت جریان از کارتریج یا محیط سطح
فیلتر های کارتریجی:
کارتریج ها ویژگی فیلتر کردن عمق و سطح را با هم دارند و وتوانایی سطوح مختلف بازداری ذرات {معلق الودگی} را با بازده مختلف (عددی و دقیق) و به صورت طبیعی یا سنتزی ساخته می شود و دارای مقاومت های شیمیایی مختلف در برابر مواد سرعت جریان و ظرفیت بازداری ذرات است.
محیط هایی که دارای سطح متخلخل هستند ابتدا سرعت جریان بالاتری دارند و دارای انتخاب تخلخل در قسمت های متراکم تر هستند و توانایی سرعت بازداری ذرات را به وجود می آورند.
محیط های عمقی دارای بازداری ذرات بین 2 تا 100 میکرومتر هستند به خاطر تنوع تخلخل آنها این نوع فیلتر ها گاهی بهترین موارد برای شرایط با آلودگی بالا هستند. به طور اساسی این فیلتر ها از چندین لایه تشکیل شده اند که از سیم پیچی یک نخ پیچ خورده حول یک هسته تشکیل شده است و شکل لوزی گسترش یافته به خود می گیرد. فیبرهایی از روی این لوزی گسترش یافته کشیده شده است محیط فیلتری را ایجاد می کند. لایه های روی هم قرار گرفته فیبرها را در جای خود محکم می کند. در طول فیلتر کردن ذرات بزرگتر در لایه های خارجی بازداری می شوند در حالیکه ذرات کوچکتر به صورت انتخابی توسط لایه های داخلی بازداری می شوند. این ویژگی امکان ظرفیت بازداری آلودگی ها تا 5/3 فوت مربع از سطح فیلتر را با چگالی یکسان بدست می دهد. کارتریجی که 15 تا 30 میکرومتر است ظرفیتش 6 تا 8 oz می باشد در حالی که وقتی 1 تا 10 میکرومتر می شود ظرفیتش 3 تا حتی کمتر از 5/0 oz می شود.
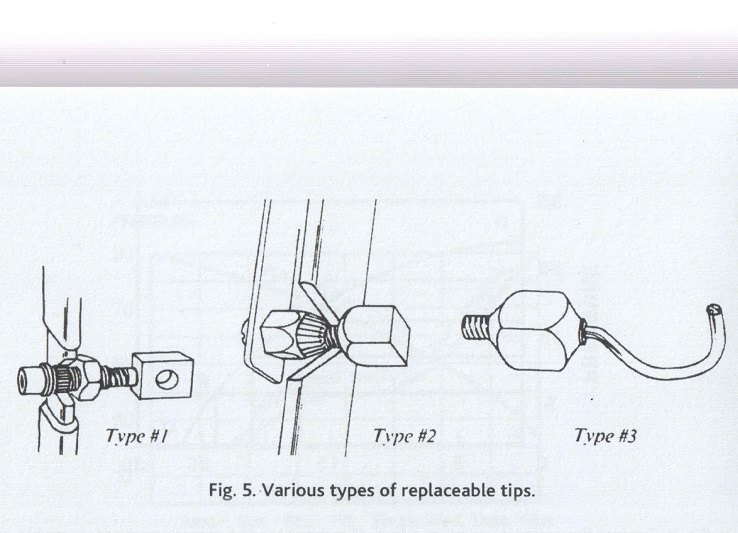
شکل 5
این شکل به ندرت نشان می دهد که کارتریج های درشت تر و خشن تر ظرفیت نگه داری آلودگی بیشتری دارند برای استفاده اقتصادی تر هستند و مدت زمان بیشتری قابل استفاده هستند.
همچنین همانطور که قبلا اشاره شد حجم آلودگی از یک مخزن به مخزن دیگر متغیر است و کارتریج ها باید بر طبق نیاز های انفرادی انتخاب شوند. یک کاتریج متراکم ظرفیت بازداری آلودگی کمتر با سرعت نمونه برداری بیشتری دارد و در نتیجه سرعت جریان را کاهش می دهد.(شکل 5). استفاده از کارتریج زبرتر که ظرفیت نگه داری آلودگی بیشتر و و زمان سرویس کاری طولانی تری را دارند امکان ایجاد شفافیت محلول مخزن آبکاری را سریعتر می کنند که به خاطر سرعت جریان بیشتر است و قیمت تمام شده ی کمتری نیز دارد. معمولا 2 کارتریج (3 تا بر روی قلع و کادمیوم) برای هر 100 گالن ظرفیت مخزن لازم است. پمپ باید سرعت پمپاژ حداقل 100gph (چرخش 2 تانک در ساعت) برای هر کارتریج را داشته باشد. معمولا طول عمر کارتریج 6 هفته به روی نیکل و 4 هفته به روی روی می باشدکه قابل پذیرش می باشد و در بعضی مخازن تا 12 هفته هم جواب داده است هرچند بسته به حجم آلودگی ساعات آبکاری و غیره بستگی دارد.
با کارتریج ها حجم بالاتری از آلودگی بازداری می شود که به خاطر زبر بودن محیط فیلتر می باشد. سرعت جریان بالاتر می توان به کار گرفته شود که منجر به فشار بالای پمپ بدون پارگی کارتریج می شود. چون همه آلودگی ها رو و درون کارتریج باقی می ماند فیلتر کارتریجی می تواند داخل و خارج شود مگر اینکه فیلتر پیش نشانده باشد. کارتریج با کمترین هزینه و بدون از دست دادن محلول تعویض می شود هرچند که سادگی استفاده از آنها شاید مهمترین عامل استفاده از آنها باشد.
فیلتر های پیش نشانده شده:
به زودی
فیلتر های پیش نشانده شده موجی:
به زودی
فیلتر های شنی:
به زودی
پارچه های افقی و فیلتر های غربالی:
به زودی
حمام آبکاری و خالص سازی پیوسته با کربن فعال (کربن اکتیو):
تقریبا همه ی محلول های آبکاری و بعضی تمیز کننده ها یا شست و شو دهنده ها در بعضی مواقع نیاز دارند تا بوسیله جذب ناخالصی ها توسط کربن فعال خالص سازی شوند. محلول هایی که دارای عوامل ترکننده هستند نیاز به بیشترین کربن را دارند وقتی که روغن به حمام وارد شد کربن درون محلول پراکنده می شود وبه قسمتهای آبکاری می چسبد و باعث پوسته پوسته شدن و لکه لکه شدن کار می شود. محلول هایی که عوامل ترکننده ندارند تمایل دارند که روغن را در یک گوشه شناور کنند که به مجموعه چرخش توسط پمپ بستگی دارد و در این مورد روغن توسط زغال سنگ حذف می شود.(شکل 7)
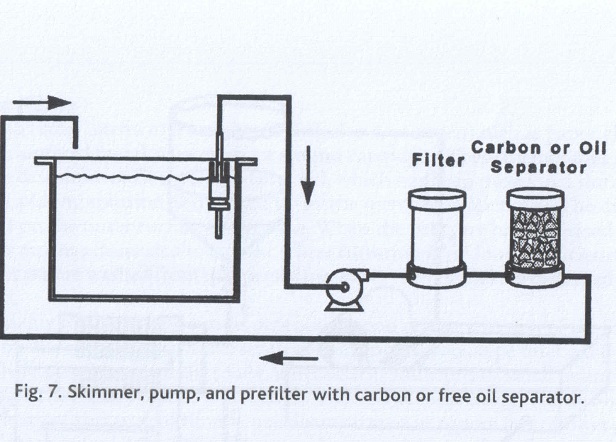
شکل 7
انتخاب روش خالص سازی به به اندازه مخزن و مقدار کربن مورد نیاز و به سایر تجهیزات بستگی دارد. به طورکلی کارتریج های کربن برای مخازن کوچک (تا 100 گالن) و نوع بالکی با روش پیش نشانده شده برای مخازن بزرگتر استفاده می شود و نوع قوطی مانند آن همچنین برای مخزن های بزرگتر که با کارتریج های نوع عمقی یا سطحی ویا با فیلتر های اتوماتیک مکمل شده است استفاده می شود.
رفتار های حمام:
کیفیت کربن مهم است و باید هیچ گونه گوگردی نداشته باشد مقدار میانگین 101lb از کرین 500 تا 1000 گالن محلول گرم آبکاری را پاسخگو می باشد. حداقل 60 دقیقه زمان تماس با اختلاط محلول لازم است.
خالص سازی متداوم:
محفظه خالص سازی نگه داری کربن دانه ای بالکی مجزا، کربن قوطی مانند یا کارتریج در خالص سازی بسیار انعطاف پذیر می باشد. بوسیله لوله کشی فرعی مقدار و سرعت جریان به سمت کربن قابل تنظیم است تا جذب بهینه ناخالصی ها بدون تخلیه کامل عوامل ترکننده و عوامل واضح کننده در حمام آبکاری بدست آید. این فرآیند برای محصولات بدون وقفه با احتمال کم مردودی قطعات تهیه می شود. فیلتر کردن باید همیشه بر تمیزکاری با کربن مقدم باشد تا از پوشیده شدن سطح کربن از ذرات آلوده جلوگیری کند.
روش های رفتار متداوم کربن:
به زودی
روش کربن بالکی:
به زودی
نکات مهم در نصب فیلتر :
تجهیزات فیلتر کردن باید در نزدیکی مخزن آبکاری نصب شود و در ناحیه ای باشد که امکان سرویس کاری و تعمیرات را نیز بدهد. تجهیزاتی که براحتی سرویس نمی شوند نباید متناوبا در سیستم حضور داشته باشند و کارایی فیلتر کردن لزومی ندارد که بیشینه شود.
مجاری مکش (مکنده محلول) باید همیشه از لحاظ ابعاد بزرگتر از تخلیه باشد تا پمپ خالی کار نکند (برای مثال 1 اینچ در برابر 4/3 اینچ یا 2 اینچ در برابر 5/1 اینچ). جاییکه لازم است تجهیزات نصب شود باید 10 تا 20 فوت دور از هم باشند. توانایی مکش پمپ را چک کنید و اندازه لوله مکش را افزایش دهید (5/1 اینچ به جای1 اینچ و 2 اینچ به جای 5/1 اینچ) برای از بین بردن افت فشار.
شلنگ ها که از لاستیک یا پلاستیک تشکیل شده است باید برای انتقال محلول های مختلف چک شود و برای محلول های قلیایی داغ و یا محلول های اسیدی مشخص قوی باشد مثل کرومیوم.
استفاده از کلرید پلی ونیل کلردار شده، پلی پروپیلن یا پلاستیک های دیگر که در لوله کشی استفاده می شود برای نصب در خط تولید مناسب است. بعضی پلاستیک ها با حفره وجود دارند که با حلال مخلوط می شوند. خنثی بودن شیمیایی و و تحمل دمایی آنها عالی است. باید اشاره شود که اگر یک نوع لوله کشی درون یا بیرون مخزن قابل انجام بود این نوع نصب قابل اتکا است چرا که مشکلات جاسازی و سقوط را ندارد. مکش باید دور از آند باشد تا از ورود به درون خط و ایجاد حفره جلوگیری کند. صافی ها همیشه در مسیر مکش پیشنهاد می شود.
همچنین پیشنهاد میشود که یک سوراخ کوچک درون لوله مکش زیر سطح نرمال ایجاد شود تا هرگونه خرابی احتمالی در سیستم را توسط عمل سیفون یا مکش پمپ جبران کند.(شکل 8)
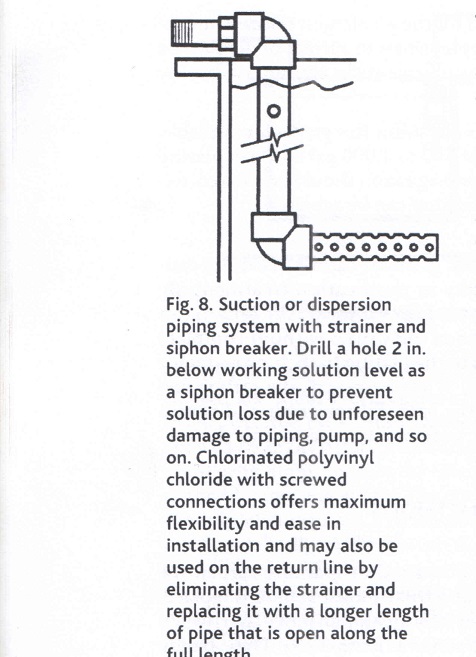
شکل 8
وقتی که تجهیزات اتوماتیک عمل می کنند برخی احتیاط ها باید انجام شود تا از حوادث غیرمترقبه جلوگیری شود. این احتیاط ها شامل بعضی موانع و صافی ها می شود تا از مکیده شدن بعضی از اجزا به داخل جلوگیری شود.
اضافه کردن گیج فشار به شدت ضروری است تا فشار اولیه نیاز برای وادار کردن محلول به سمت فیلتر و همچنین وقتی که محیط فیلتر نیاز به تعویض دارد تعیین شود. وقتی که یک سیستم با فیلتر جدید آغاز به کار می کند و یا اینکه فیلتر موجود سرویس می شود پیشنهاد می شود که همه ی شیر های پایین فیلتر بسته شوند، به این ترتیب پمپ بیشترین فشار را تامین می کند و به راحتی قابل تشخیص است که سیستم مطمئن است یا نه؟
بعضی مواقع سیستم فیلتر به روی محلول سرد و سپس به روی سیستم داغ امتحان می شود. اگر منحنی های پمپ در دسترس نباشد باید جریان را در فشار های مختلف چک کنیم تا یک زمان معقول برای سرویس کاری تجهیزات بدست آید قبل از اینکه سرعت جریان خیلی افت کند و کیفیت حذف آلودگی ها پایین بیاید.

