شنبه تا پنجشنبه : 17 - 8
تهران - شهرک صنعتی باباسلمان
شهریار، شهرک صنعتی باباسلمان، خیابان صنعت
کاهش هزینههای عملیاتی و تاثیرات زیستمحیطی توسط بررسی دقیق آبکاری و پرداختکاری
در اوضاع خوب اقتصادی، کسب وکارها به اندازه کافی انگیزه ندارند که نگاه سختگیرانهای به هزینههای فرایند آبکاری و پرداختکاری خود بیندازند. به منظور رقابت شدید با کشورهای خارجه و با وجود یک اقتصاد ضعیف، ضرورت بازنگری به این فرآیندها بسیار زیاد شده است. درحالیکه هزینههای واقعی مربوط به خطوط آبکاری و پرداختکاری مشخص است، به طور شگفتآوری گزینههای زیادی برای کاهش برخی یا تمامی هزینهها وجود دارد و ممکن است بازپرداخت مالی بسیار کوتاهی داشته باشد. ما روش مورد استفاده توسط موسسه پیشگیری از آلودگی ایالات نیویورک در موسسه فناوری روچستر، به منظور تعیین هزینههای پایه عملیات پرداختکاری را ارائه خواهیم داد. برای هر منطقهای که در خطوط پرداختکاری به طور معمول وجود دارد، روشها یا فناوریهای بهسازی بالقوهای ارائه خواهد شد.
تقریبا در هر خط آبکاری و پرداختکاری فلزات، 4 منطقه رایج وجود دارد:
• مخازن شستشو
• سیستمهای تهویه
• پاککنندههای اسیدی، اچکنندههای اسیدی
• پاککنندههای قلیایی
|
REDUCING OPERATIONAL COSTS, ENVIRONMENTAL IMPACT VIA RIGOROUS PLATING/FINISHING ANALYSIS |
کاهش هزینههای عملیاتی و تاثیرات زیستمحیطی توسط بررسی دقیق آبکاری و پرداختکاری |
||||||||
|
In good economic times, there is not as much motivation for a business to take a hard look at the cost of their plating or finishing processes. With fierce competition from overseas, and a weak economy, the need to look at these processes becomes much more important. |
در اوضاع خوب اقتصادی، کسب وکارها به اندازه کافی انگیزه ندارند که نگاه سختگیرانهای به هزینههای فرایند آبکاری و پرداختکاری خود بیندازند. به منظور رقابت شدید با کشورهای خارجه و با وجود یک اقتصاد ضعیف، ضرورت بازنگری به این فرآیندها بسیار زیاد شده است. |
||||||||
|
Surprisingly enough, once the real costs associated with plating and finishing lines are known, there are many options available to reduce some or all of those costs, and the economic paybacks can be very short. |
درحالیکه هزینههای واقعی مربوط به خطوط آبکاری و پرداختکاری مشخص است، به طور شگفتآوری گزینههای زیادی برای کاهش برخی یا تمامی هزینهها وجود دارد و ممکن است بازپرداخت مالی بسیار کوتاهی داشته باشد. |
||||||||
|
We will present the methodology used by the New York State Pollution Prevention Institute at Rochester Institute of Technology to determine the baseline costs of the finishing operation. Potential improvement methods or technologies will be presented for each area typically found in any finishing line. |
ما روش مورد استفاده توسط موسسه پیشگیری از آلودگی ایالات نیویورک در موسسه فناوری روچستر، به منظور تعیین هزینههای پایه عملیات پرداختکاری را ارائه خواهیم داد. برای هر منطقهای که در خطوط پرداختکاری به طور معمول وجود دارد، روشها یا فناوریهای بهسازی بالقوهای ارائه خواهد شد. |
||||||||
|
There are four areas common to almost every plating line and metal finishing line: • Rinse tanks • Ventilation systems • Acid cleaners, acid etches • Alkaline cleaners |
تقریبا در هر خط آبکاری و پرداختکاری فلزات، 4 منطقه رایج وجود دارد: • مخازن شستشو • سیستمهای تهویه • پاککنندههای اسیدی، اچکنندههای اسیدی • پاککنندههای قلیایی |
||||||||
|
It is important to collect good baseline information on each of these areas. Once that information is collected, it is easy to rank each area by cost and to look for the best options to reduce those costs. It is also very helpful to create a line layout—if one does not already exist—to help clarify the process steps and material flow. As much detail as possible should be contained in the line layout. Decisions will be much easier later in the evaluation if the layout information is complete. A spreadsheet is also helpful to aid in calculating chemical costs, water costs, etc., and can be readily updated as more information is collected. |
لازم است که اطلاعات پایه مفیدی در مورد هر یک از این مناطق تهیه شود. زمانی که این اطلاعات جمعآوری شود، رتبهبندی براساس هزینه آسان است و جستجوی بهترین گزینه برای کاهش هزینهها سهولت مییابد. همچنین بهمنظور کمک به شفافسازی مراحل فرایند و جریان مواد، ایجاد یک فلوچارت (درصورت عدم وجود) بسیار مفید است. جزئیات در حد امکان باید در فلوچارت موجود باشند. پس از تکمیل اطلاعات طرح، تصمیمگیری در مورد ارزیابی طرح بسیار آسان خواهد بود. استفاده از نرمافزار صفحه گسترده ]مانند اکسل[ نیز برای کمک به محاسبه هزینههای مواد شیمیایی، هزینههای آب و غیره بسیار مفید است و زمانی که اطلاعات بیشتری جمعآوری شود این نرمافزار به آسانی، قابلیت به روزرسانی را خواهد داشت. |
||||||||
|
The following question lists will provide sufficient information to develop baseline cost information. |
لیست سوالات زیر، اطلاعات کافی بهمنظور بهبود اطلاعات مربوط به هزینههای پایه را فراهم میکند. |
||||||||
|
Baseline questions for rinse tanks:
|
سوالات پایه درمورد مخازن شستشو:
|
||||||||
|
What are the water purchase and sewer costs per 1,000 gallons of water? Note that these water costs can be either combined on one bill or separate. Rochester, N.Y., has monthly water billing and an annual sewer tax based on annual water use. |
هزینۀ خرید آب و هزینه فاضلاب برای 1000 گالن آب چه مقدار است؟ توجه داشته باشید که این هزینههای آب در یک قبض یا به صورت جداگانه محاسبه میشود. شهر روچستر در ایالت نیویورک دارای صورتحساب ماهیانه و مالیات سالیانه فاضلاب براساس استفاده سالیانه از آب است. |
||||||||
|
Baseline questions for tank ventilation:
|
سوالات پایه درمورد تهویه مخزن:
|
||||||||
|
Baseline questions for the acid and alkaline tanks:
|
سوالات پایه درمورد مخازن اسید و قلیایی:
|
||||||||
|
Once armed with the baseline information, it is relatively easy to determine the real cost for each area. Then it is possible to prioritize the costs and target cost reduction changes. The following baseline example is from a medium-sized job shop plating company that was part of a direct assistance program through the New York State Pollution Prevention Institute. The baseline list has been ranked by cost. |
زمانی که اطلاعات پایه تکمیل شد، تخمین هزینه واقعی برای هر ناحیه نسبتا آسان است. سپس میتوان هزینهها و تغییرات کاهش هزینههای هدف را اولویتبندی کرد. مثال پایه زیر از یک شرکت آبکاری با کارگاه متوسط است که بخشی از برنامه کمک مستقیم توسط موسسه پیشگیری از آلودگی ایالت نیویورک است. لیست پایه براساس هزینه رتبهبندی شده است. |
||||||||
|
1. Water use = 6,310,000 gpy (gallons per year) = $32,900/yr. ($5.22/1000 gallons) 2. Acid purchases (HCl) = $19,700 ($1.25 /gallon, 15,760 gallons) 3. Waste treatment sludge disposal = $15,600/year 4. Exhaust blower = 10,000 cfm = $7,899/yr. for 40 hours per week ($.09/kwh) 5. Caustic purchases (NaOH)= $6,400 ($2.10/lb, 3,048 lbs.) 6. Heating of make-up air = 431 decatherms = $2,154 /yr. ($5/decatherm for natural gas) Total cost per year = $66,923/year |
6310000 گالن درسال= 32900 دلار درسال. (5.22 دلار در هر1000 گالن)
19700 دلار (1.25دلار در هرگالن، 15760 گالن)
15600 دلار در سال
CFM 10000= 7899 دلار درسال برای 40 ساعت درهفته (0.09 دلار هرکیلووات)
6400 دلار (2.1 دلار در هر پوند، 3048 پوند).
431 دکاترم=2154 دلار در سال. 5 دلار برای هر دمکاترم گاز طبیعی) هزینه کل سالیانه = 66923 دلار در سال |
||||||||
|
In this example, the water cost was by far the highest single cost to the company for their plating lines. A close second and third were the acid purchases (included line acid and waste treatment acid), and waste treatment sludge disposal. |
در این مثال هزینه آب بالاترین هزینه را با اختلاف زیاد برای خطوط آبکاری خود داشت. رتبه دوم و سوم مربوط به هزینه خرید اسید (شامل اسید خطوط آبکاری و هزینه تصفیه اسید ضایعاتی) و دفع لجن تصفیه فاضلاب است. |
||||||||
|
RINSE WATER OPTIONS It might not be typical for all metal finishing operations but it is fairly common to have water costs at or near the top of the cost of operations. Rinsing is critical in the metal finishing process, but more water use does not necessarily mean better rinsing. Best practices for producing effective rinsing are: |
گزینههای آب شستشو این گزینه شاید برای تمامی فرایندهای پرداختکاری فلزات متداول نباشد، اما تصور هزینههای آب به عنوان بیشترین هزینه یا نزدیک به آن در هزینههای عملیاتی، نسبتا متداول است. شستشو در فرایند پرداختکاری فلزات حیاتی است، اما استفاده از آب بیشتر لزوما به معنای شستشوی بهتر نیست. بهترین روشها برای انجام شستشوی موثر عبارتند از: |
||||||||
|
• Multiple counterflowing immersion rinse tanks between process tanks • Reactive rinsing for the appropriate process chemistry combinations • Spray rinsing • Combination rinses such as immersion rinsing, followed by spray rinsing or reactive rinsing combined with counterflow rinsing |
• مخازن شستشوی غوطهوری جریان متقابل چندتایی میان مخازن فرایند • شستشوی واکنشی برای ترکیبات شیمیایی مناسب • شستشو به روش اسپری • شستشوی ترکیبی مانند شستشوی غوطهوری، پس از شستشو اسپری یا شستشوی واکنشی همراه با شستشوی جریان متقابل |
||||||||
|
|
|||||||||
|
Figure 1. Rinse system with four independent rinse tanks. |
شکل 1 سیستم شستشو با چهار مخزن شستشوی مستقل. |
||||||||
|
Figure 1 shows a rinse tank system with multiple rinses but with no counter flow rinsing on any of the neighboring rinse tanks. In this example, if each rinse tank is a flowing rinse, the total water use is 12 gallons per minute (gpm). |
شکل 1 یک سیستم مخزن شستشو به همراه چندین مخزن شستشو، بدون شستشوی جریان متقابل در هر مخزن شستشو همسایه را نشان میدهد. در این مثال، اگر هر مخزن شستشو یک شستشوی جریان باشد، کل مصرف آب 12 گالن در دقیقه (gpm) است. |
||||||||
|
|
|||||||||
|
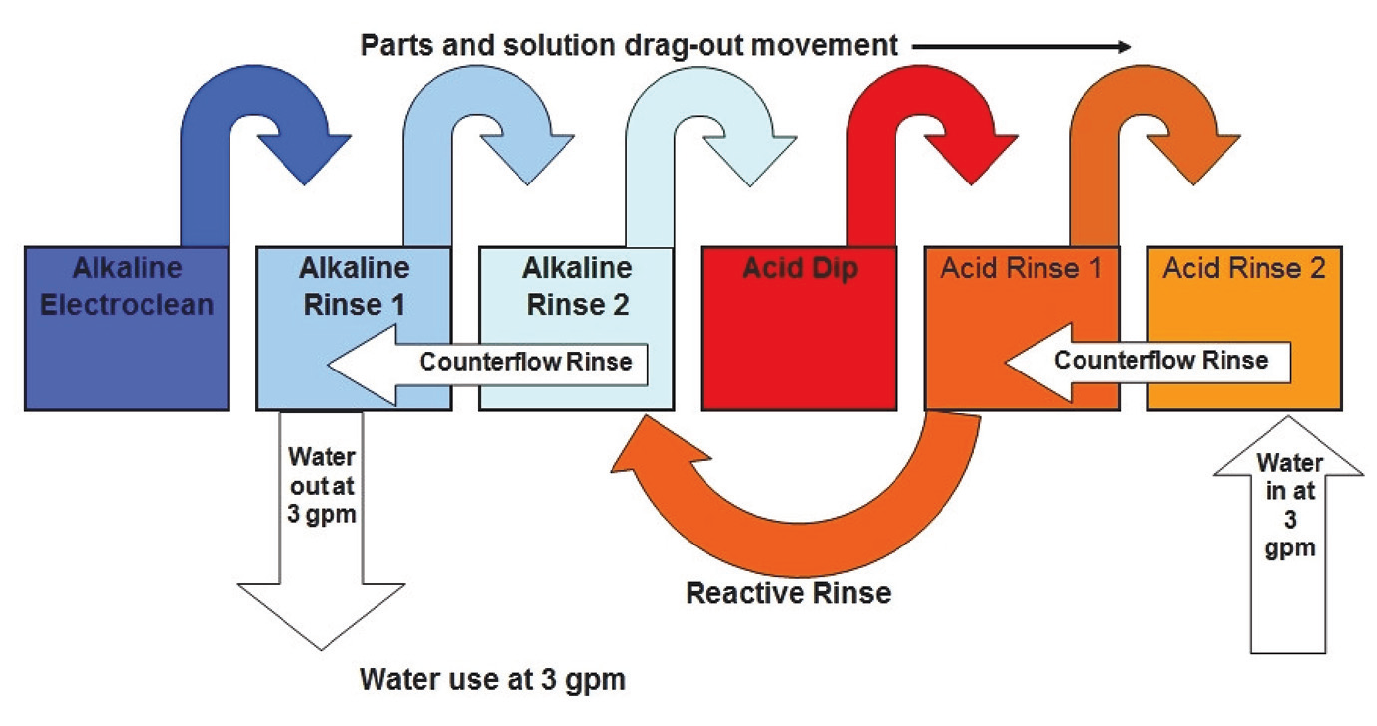
Figure 2. Maximized use of counterflow and reactive rinses. |
شکل 2. استفاده حداکثری از شستشوی واکنشی و شستشوی جریان متقابل |
||||||||
|
There are two means of reducing the water use in rinsing without reducing the flow rate in each tank. The first is called counterflow or countercurrent rinsing, where the relatively clean rinse water from the second rinse in a rinse tank pair is flowed to the more contaminated primary rinse tank. Therefore, cleaner water is always moving to less clean rinse tanks. The cleanest water is still used for the critical final rinse, but the same rinse water is reused for the initial and least critical rinse. In Figure 2, if counterflow rinsing was the only additional water-saving method used, there would be a 50% reduction in water use (6 gpm) compared to Figure 1 (12 gpm). |
دو روش کاهش مصرف آب شستشو، بدون کاهش سرعت جریان در هر مخزن وجود دارد. اولی شستشوی جریان متقابل یا شستشوی خلاف جریان نامیده میشود، جایی که آب شستشوی نسبتا تمیز از دومین مخزن شستشو در یک جفت مخزن شستشو به مخزن شستشوی اوليه آلودهتر جریان مییابد. بنابراین آب تمیز همیشه به مخازن شستشوی کثیفتر جریان مییابد. تمیزترین آب برای شستشوی نهایی مورد استفاده قرار میگیرد، اما همان آب شستشو برای شستشو اولیه و شستشوهای کم اهمیتتر استفاده میشود. در شکل 2 اگر شستشوی جریان متقابل تنها روش اضافی صرفهجویی در مصرف آب باشد، در مصرف آب 50 درصد صرفهجویی صورت میپذیرد (6 گالن در دقیقه) در مقایسه با شکل 1 (12 گالن در دقیقه) کاهش مییابد. |
||||||||
|
The second, less commonly used method of reducing water use is called reactive rinsing. It is a method of taking rinse water around a process tank to a previous rinse tank. The example in Figure 2 shows acid rinse water (acid rinse 1) flowing to the last alkaline rinse tank (alkaline rinse 2). The acid contained in this rinse water would normally be sent to waste treatment. With reactive rinsing, the acid from acid rinse 1 now goes to alkaline rinse 2 and neutralizes the residual alkalinity in that water. Any rinse water from alkaline rinse 2 being dragged out by parts and racks to the acid tank will now contain acid which previously would have been wasted. Therefore, no acid is being neutralized by alkaline dragout to the acid tank, and acid previously lost in acid rinse 1 now has some recovery by the reactive rinse flow. Figure 2 has a total water use of 3 gpm compared to the original flow rate of 12 gpm. The cost savings is $5,400 per year at $5/1,000 gallons for an 8-hour-per-day, 50- week operation, if 9 gpm is saved. |
دومین و کم کاربردترین روش مورد استفاده برای کاهش مصرف آب، روش شستشوی واکنشی نامیده میشود. این یک روش انتقال آب شستشو از اطراف یک مخزن فرایند به مخزن شستشوی قبلی است. مثال موجود در شکل 2 نشان میدهد آب شستشوی اسید (شستشوی اسید 1) به آخرین مخزن شستشوی قلیایی (شستشوی قلیایی 2) جریان دارد. اسید موجود در این آب شستشو به طور معمول به تصفیه آب فرستاده میشود. در شستشوی واکنشی، اسید ناشی از شستشوی اسیدی 1 اکنون به شستشو قلیایی 2 انتقال مییابد و قلیائیهای باقیمانده در آن آب را خنثی میکند. تمام آبهای شستشوی ناشی از شستشوی قلیایی 2 توسط قطعات و قفسهها به مخزن اسید انتقال داده میشود و این مخزن اکنون حاوی اسید است که قبلا مصرف شده است. بنابراین هیچ اسیدی با بیرون کشیدن قلیایی به مخزن اسید خنثی نمیشود و اسیدی که قبلا در مخزن شستشوی اسید 1 از دست رفته بود، اکنون با جریان شستشوی واکنشی بهبود مییابد. در شکل 2 کل مصرف آب 3 گالن در دقیقه است نسبت به نرخ جریان اصلی که 12 گالن در دقیقه است. اگر آب به میزان 9 گالن در دقیقه ذخیره شود صرفهجویی 5400 دلاری در سال یعنی 5 دلار در هر 1000 گالن به مدت 8 ساعت در روز، 50 هفته کاری اتفاق میافتد. |
||||||||
|
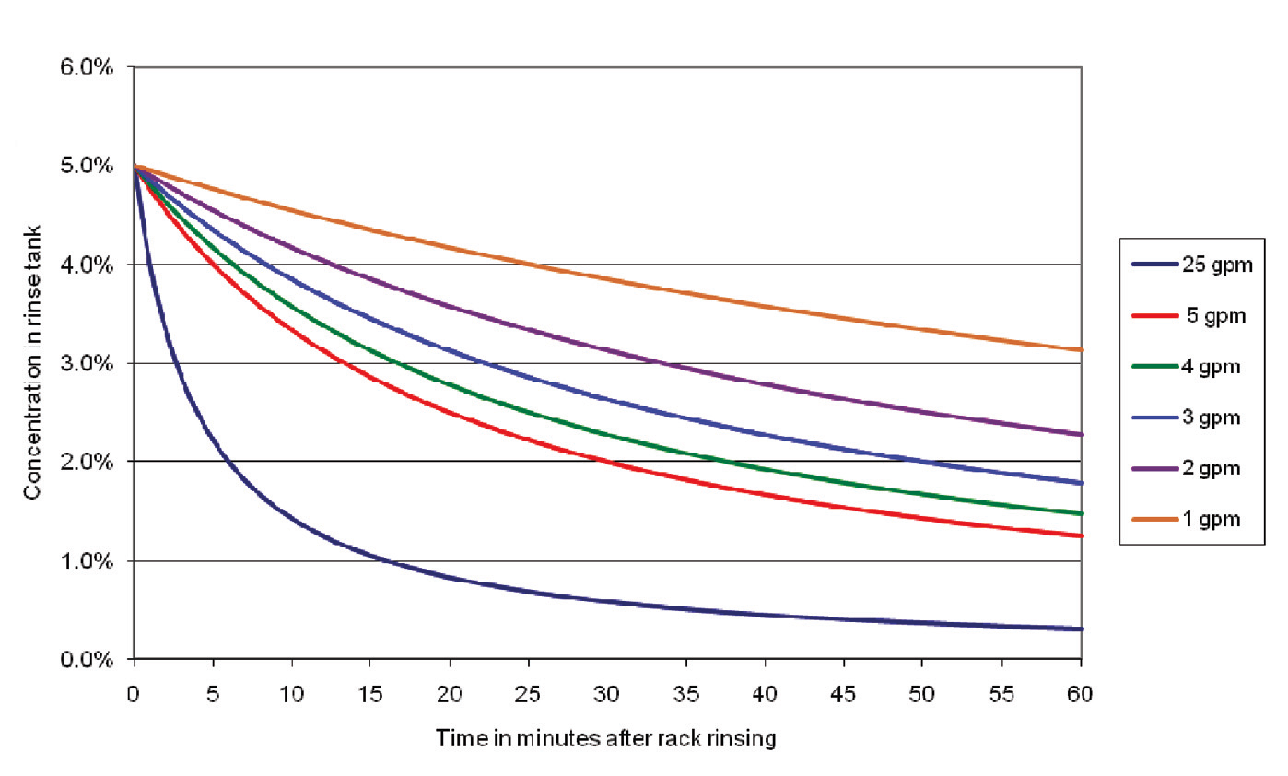
Oftentimes, when the rinse appear to be inadequate, companies assume that the best method of improving an immersion rinse is to increase the flow rate. However, rinse flow rates can be deceptive in that high flow rates might not be as helpful as expected. Figure 3 displays rinse tank concentration over time at various flow rates. The initial conditions are: 100 gallon rinse tank, incoming (dragout) solution concentration of 100 grams/gallon, and a dragout volume per rack of 0.05 gallons. It is apparent from Figure 3 that the rinse tank does not dilute the dragged-in chemical very rapidly. Even the 25 gpm flow rate takes approximately 5 minutes to drop the concentration from 5% to 2.5%. The main point is that a single rinse tank is relatively ineffective at providing critical rinsing. More importantly, increasing the flow rate in a rinse tank does not necessarily improve rinsing unless extremely high and costly flow rates are used. |
در اغلب موارد زمانی که شستشو به نظر ناکافی میرسد، شرکتها فرض میکنند که بهترین روش بهبود شستشوی غوطهوری، افزایش نرخ جریان است. با این حال نرخ جریان شستشو میتواند فریبدهنده باشد زیرا ممکن است نرخ جریان بالا در حد انتظار مفید نباشد. شکل 3 نشاندهنده غلظت مخزن شستشو در طول زمان در نرخهای مختلف جریان است. شرایط اولیه عبارتست از: مخزن شستشوی 100 گالنی، غلظت محلول ورودی (ناشی از بیرون آوردن قطعات) 100 گرم در هر گالن و حجم بیرون کشیدن در هر آویز، 0.05 گالن است. از شکل 3 مشخص است که مخزن شستشو، مواد شیمیایی چسبیده به قطعات را رقیق نمیکند. حتی نرخ جریان 25 گالن در دقیقه حدود 5 دقیقه طول میکشد که غلظت از 5 تا 2.5 درصد کاهش یابد. نکته اصلی اینجاست که یک مخزن شستشوی به تنهایی در انجام شستشوی خوب، نسبتا ناکارآمد است. مهمتر اینکه افزایش نرخ جریان در مخزن شستشو لزوما به شستشو کمک نمیکند مگر اینکه از نرخ جریان بسیار زیاد و گران قیمت استفاده شود. |
||||||||
|
|
|||||||||
|
Figure 3. Rinse water flow dilution rates. |
شکل 3. نرخ رقیق شوندگی جریان آب شستشو |
||||||||
|
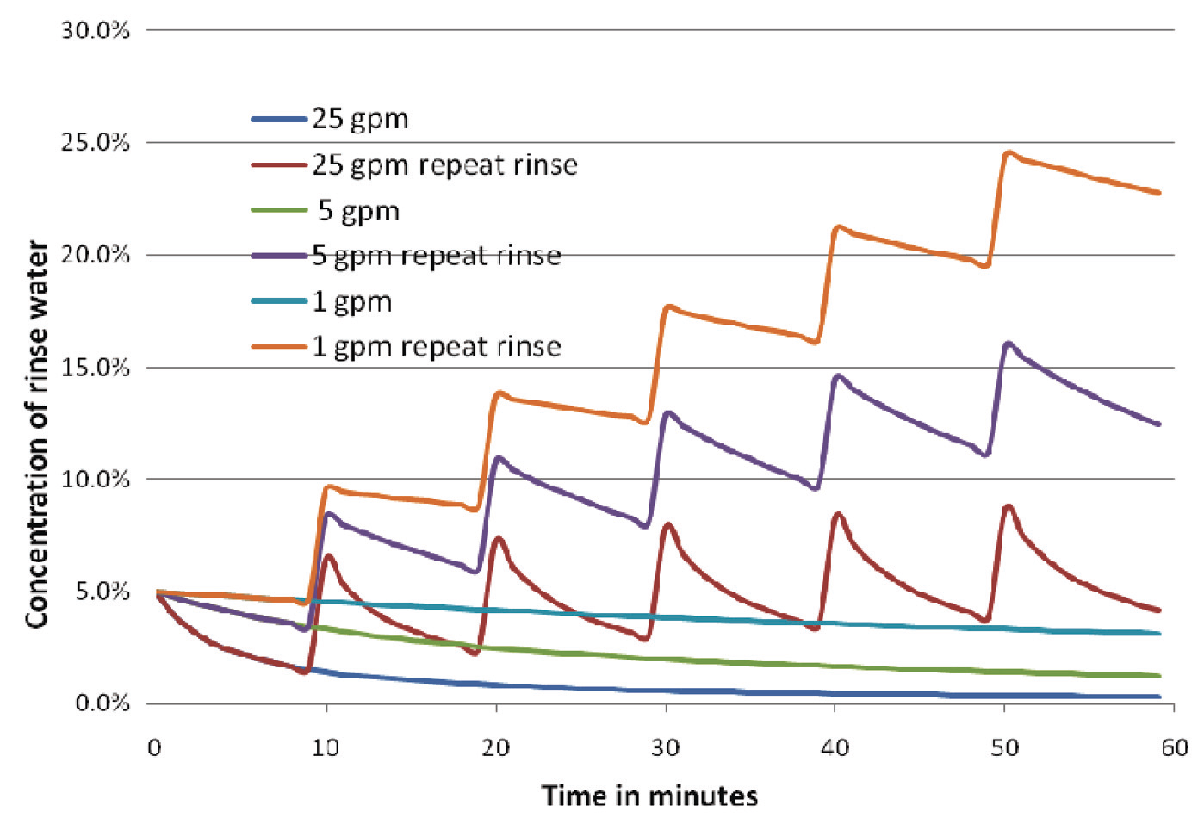
By taking immersion rinse flow rates one step further, Figure 4 shows the same rinsing example as shown in Figure 3, with the exception that every 10 minutes an additional load of dragout chemical is added. Note that this causes the rinse tank concentration to rise to very high concentrations very quickly, regardless of the flow rates used. This is another reason that counterflow rinsing is so effective. The concentration of the dragout chemistry between the first rinse tank and the second rinse tank drops dramatically. Thus, the effective dilution rate due to water flow is much faster, as shown in Figure 5. |
به منظور پیشبرد نرخ جریان شستشوی غوطهوری به یک مرحله جلوتر، فرایند موجود در شکل 4 انجام میگردد، شکل 4 همان مثال شستشو موجود در شکل 3 را نشان میدهد، با این تفاوت که هر 10 دقیقه یک بار اضافی از مواد شیمیایی ناشی از بیرون آوردن قطعات افزوده میشود. توجه داشته باشید که این دلایل سبب میشود که غلظت مخزن شستشو به سرعت و به مقدار بسیار زیادی، صرف نظر از میزان جریان مصرف شده زیاد شود. این دلیل دیگری است که شستشوی جریان متقابل، بسیار موثر است. غلظت مواد شیمیایی ناشی از بیرون آوردن قطعات بین اولین مخزن شستشو و دومین مخزن شستشو به طور قابل توجهی کاهش مییابد. بنابراین نرخ رقیقسازی موثر به دلیل جریان آب، همانطور که در شکل 5 نشان داده شده است، بسیار سریعتر است. |
||||||||
|
|
|||||||||
|
Figure 4. Parts rinsed in tank every 10 minutes vs. single rinse. |
شکل 4. قطعات شستشو شده در مخزن هر 10 دقیقه یک بار در مقابل شستشوی یکباره |
||||||||
|
The final method of reducing rinse water volumes but still obtaining excellent rinsing is by spray rinsing. This method is somewhat limited by the geometry of the parts being rinsed in that complex geometric shapes are difficult to thoroughly rinse with an automatic spray system. In a manual line, the operator can overcome the geometry problem of a part by manually spraying the part areas that are difficult to rinse by a normal battery of spray nozzles. Figure 6 compares a spray rinse to an immersion rinse. There are two major advantages to spray rinsing over immersion rinsing. First, the water hitting the parts is always clean—unlike water in an immersion tank which always contains some residual contamination. Second, a spray rinse needs to be running water only when parts are being rinsed. The rest of the time there is no water use, which is both a cost and environmental savings. A third and lesser advantage to spray rinsing would be in the case of parts requiring a heated rinse. In-line demand heaters can be used to provide hot water as needed during the spray cycle rather than having to continuously heat an immersion rinse tank. |
هنوز هم بهترین نوع شستشو به روش اسپری صورت میپذیرد و روش نهایی کاهش حجم آب شستشو محسوب میشود. این روش کمی محدود است، شستشوی کامل برای قطعات با اشکال هندسی پیچیده با یک سیستم اسپری اتوماتیک، دشوار است. در یک خط دستی اپراتور میتواند به مشکل اشکال هندسی یک قطعه از طریق اسپری نواحی مختلف قطعه که برای شستشو دشوار است، با یک باتری معمولی نازلهای اسپری فائق آید. شکل 6 یک اسپری شستشو را در مقایسه با شستشوی غوطهوری نشان میدهد. دو مزیت عمده برای شستشوی اسپری نسبت به شستشوی غوطهوری وجود دارد. در ابتدا در حرارتدهی آب، قطعات همواره تمیز هستند (بر خلاف آبی که در یک مخزن غوطهوری وجود دارد که همیشه حاوی برخی آلودگیهای باقیمانده است. دوم یک شستشوی اسپری فقط زمانی که قطعات شستشو میشوند لازم است که جریان داشته باشد و در سایر زمانها هیچ مصرف آبی وجود ندارد، که هم صرفهجویی هزینهای و هم زیستمحیطی صورت میپذیرد. مزیت سوم و کم اهمیتتر برای شستشوی اسپری در مواردی است که قطعات نیاز به شستشوی گرم دارند. هیترهای موردنیاز خط تولید میتوانند به منظور فراهم آوردن آب گرم مورد نیاز در طول سیکل اسپری نسبت به داشتن گرمای مداوم داخل مخزن شستشوی غوطهوری، استفاده شوند. |
||||||||
|
The spray system in Figure 6 illustrates the water savings associated with spray rinsing compared to immersion rinsing. The left illustration in Figure 6 is a typical immersion rinse tank running at 3 gpm. The right illustration is a spray rinse with a battery of eight spray nozzles with a combined spray volume of 6 gpm. The spray rinse in this scenario is only turned on for two minutes while parts are in the tank. The next set of parts arrives eight minutes later. Since the spray rinse is turned on only for two minutes out of a 10 minute period, the average water use is 1.2 gpm, which is less than half of the immersion rinse tank’s usage rate of 3 gpm. |
سیستم اسپری در شكل 6 صرفهجویی در مصرف آب را در شستشوی اسپری در مقایسه با شستشوی غوطهوری نشان میدهد. تصویر چپ در شکل 6 یک مخزن شستشوی غوطهوری معمولی است که با سرعت 3 گالن در دقیقه اجرا میشود. تصویر سمت راست یک اسپری شستشو با باتری نازل هشت اسپری با حجم اسپری ترکیبی 6 گالن در دقیقه است. در این سناریو در زمانی که قطعات درون مخزن هستند، آب شستشو اسپری فقط برای دو دقیقه وصل میشود. مجموعه بعدی قطعات هشت دقیقه بعد میرسد. از آنجایی که شستشوی اسپری فقط به مدت 2 دقیقه از کل دوره 10 دقیقهای روشن است، میانگین مصرف آب 1.2 گالن در دقیقه است که کمتر از نصف میزان استفاده در نرخ مخازن شستشوی غوطهوری 3 گالن در دقیقه است. |
||||||||
|
|
|||||||||
|
Figure 5. Contaminant concentration in two-tank and three-tank counterflow rinses. |
شکل 5. غلظت آلودگی در شستشوی جریان متقابل دو مخزنه و سه مخزنه |
||||||||
|
One final way to reduce rinse water use in immersion rinse tanks is by controlling the rinse water valves. This method is a means of limiting flow when rinse water control consists of manually operated valves. The simplest method is to insert flow restrictors on the water valves to limit the maximum flow regardless of the valve’s position. |
یک روش نهایی به منظور کاهش مصرف آب شستشو در مخازن شستشوی غوطهوری، کنترل نمودن شیرهای شستشوی آب است. زمانی که کنترل آب شستشو شامل شیرهای کنترلی دستی است، این روش یک وسیله محدود کردن جریان است. سادهترین روش این است که محدودکنندههای جریان بر روی شیرهای کنترل آب تعبیه شوند تا حداکثر جریان بدون توجه به موقعیت شیر کنترلی محدود شود. |
||||||||
|
|
|||||||||
|
Figure 6. Spray rinsing compared to immersion rinsing. |
شکل 6. شستشوی اسپری در مقایسه با شستشوی غوطهوری |
||||||||
|
Another method of water valve control is to insert solenoid valves into the rinse water lines which open or close based on the conductivity of the rinse water in the tanks. This requires minor up-front measurements of the water conductivity, which is often directly related to the amount of chemistry being dragged into the rinse water. The valve conductivity controls are then set to turn the water on when the conductivity (contamination) gets too high and then turn the water off when the conductivity drops to a lower set point. The advantage of this system is that the water stops running when a plating line has a break in the work flow, rather than manually turning the water on and off at both the beginning and end of the day regardless of the amount of work running through the line. These conductivity controlled valves can be purchased as systems that include the solenoid valve, conductivity probe, and conductivity control box, and typically cost between $500 and $1,000 (Myron L Company). |
یک روش دیگر: کنترل کردن شیر آب توسط نصب شیرهای برقی در خطوط شستشوی آب صورت میگیرد که آب شستشو در مخازن براساس رسانایی، قطع و وصل میگردد. این روش نیازمند اندازهگیریهای حداقلی و قبلی هدایت آب است که اغلب به طور مستقیم به میزان مواد شیمیایی واردشده به آب شستشو بستگی دارد. سپس شیرهای کنترل هدایت، به نحوی تنظیم میشود که جریان آب را هنگامیکه رسانایی (آلودگی) بسیار بالا میرود، وصل نموده و زمانی که رسانایی تا میزان مشخصی پایین میآید، جریان آب را قطع کند. مزیت این سیستم این است که زمانی که یک خط آبکاری در طول روز استراحت میکند، جریان آب قطع میشود، در مقایسه با روش دستی که در ابتدا و انتهای روز بدون در نظر گرفتن میزان کاری که در خط تولید در حال انجام است، آب را قطع و وصل میکند. این شیرهای کنترلی براساس رسانایی میتوانند بهعنوان سیستمهایی که شامل شیرهای برقی، پروب هدایت و جعبه کنترل رسانایی هستند خریداری شوند و معمولا بین 500 تا 1000 دلار (شرکت Myron L) قیمت دارند. |
||||||||
|
Exhaust CFM |
Blower hp |
Annual electricity cost, $.09/kW-hr |
Annual make-up air heating cost, $5/decatherm of natural gas |
Total annual ventilation, heating cost($) |
|||||
|
10000 |
50 |
23696 |
6463 |
30159 |
|||||
|
8000 |
40 |
18957 |
5170 |
24127 |
|||||
|
5000 |
20 |
9479 |
3231 |
12710 |
|||||
|
2000 |
10 |
4739 |
1293 |
6032 |
|||||
|
Table 1. Example of costs associated with plating line ventilation rates (operation on a 24-hour, 5-day basis). |
|||||||||
|
هزینه گرمایش، تهویه کل سالیانه |
هزینه گرمایش هوای تازه سالیانه 5 دلار در دکاترم گاز طبیعی |
هزینه سالیانه برق 0.09 دلار در هر کیلووات ساعت |
قدرت دمنده به اسب بخار |
میزان هوای خروجی |
|||||
|
30159 |
6463 |
23696 |
50 |
10000 |
|||||
|
24127 |
5170 |
18957 |
40 |
8000 |
|||||
|
12710 |
3231 |
9479 |
20 |
5000 |
|||||
|
6032 |
1293 |
4739 |
10 |
2000 |
|||||
|
جدول 1. مثال هزینههای مربوط به نرخ تهویه خط آبکاری (عملیات 24 ساعته بر اساس 5 روز) |
|||||||||
|
Water Reuse: Most metal finishing industries have in-house wastewater treatment to economically dispose of the acids, alkali, oils, and dissolved metals in the rinse water and occasional tank disposal. However, after treatment this water is typically sent to the sewer since there are still chemicals in the water which makes it unsuitable for reuse. The main post-treatment chemicals in the water are salts such as sodium chloride from the neutralization of hydrochloric acid and sodium hydroxide. Other residual chemicals could include soaps, chelating agents, or surfactants which would be problematic in recycled rinse water. |
مصرف مجدد آب: بیشتر صنایع پرداختکاری فلزات به منظور دفع مقرون به صرفه اسیدها، قلیاییها، روغنها و فلزات محلول در آب شستشو و دفع مخزن دورهای، دارای سیستم تصفیه فاضلاب درمحل هستند. با این حال این آب به طور معمول پس از تصفیه، به فاضلاب فرستاده میشود، زیرا هنوز مواد شیمیایی در آب موجود است که برای مصرف مجدد، مناسب نیست. مواد شیمیایی موجود در آب پس از فرایند تصفیه اصلی، نمکهایی مانند کلرید سدیم هستند که ناشی از خنثیسازی اسید هیدروکلریک و هیدروکسید سدیم هستند. سایر مواد شیمیایی باقیمانده ممکن است شامل صابون، عوامل کمپلکسکننده یا سورفکتانتها باشند که در آب شستشوی بازیافتی مشکلساز خواهند بود. |
||||||||
|
Typical treated wastewater is: • Very low in dissolved metals • Very high in total dissolved solids (TDS) from neutralization and treatment • Consistent pH, typically slightly alkaline from metal precipitation process • At room temperature • Often mixed with residuals such as oils, soaps, or emulsifiers |
فاضلاب تصفیه شده معمولی شرایط زیر را دارد: • فلزات محلول بسیار کمی دارد. • جامدات محلول کل (TDS) بسیار بالا، ناشی از خنثیسازی و تصفیه دارد. • pH ثابت به طور معمول، کمی قلیاییتر از فرایند رسوب فلزات دارد. • دمای محیط را دارد. • اغلب با باقیماندههایی مانند روغنها، صابونها یا امولسیفایرها مخلوط میشود. |
||||||||
|
Both money and labor were spent to treat this wastewater and money was spent to purchase the water and send it to the sewer. Therefore, reusing the water in the process is a means of recovering a portion of that cost. A reverse osmosis (RO) system is one means of recovering at least 50% of this treated water and making it very useable as rinse water again. Reverse osmosis is a technology that filters water with a membrane and allows only water molecules and small amounts of sodium, chloride, or potassium to pass through the membrane (0.5 to 3% leakage of salts is typical). The actual process works by applying pressure to the “dirty” water, which forces the clean water through the membrane and leaves the larger molecules behind. |
هم پول و هم نیروی کار برای تصفیه این فاضلاب هزینه شده است و پول برای خرید آب و فرستادن آن به سیستم تصفیه فاضلاب هزینه شده است. بنابراین مصرف مجدد آب در فرآیند، وسیلهای برای بازیابی بخشی از آن هزینه است. یک سیستم اسمز معکوس (RO) یکی از ابزارهایی است که حداقل 50 درصد از این آب تصفیه شده را بازیابی میکند و سبب میگردد که دوباره به عنوان آب شستشو، مصرف شود. اسمز معکوس یک فناوری است که آب را توسط یک غشاء فیلتر میکند و فقط مولکولهای آب و مقادیر کمی از سدیم، کلرید یا پتاسیم از طریق غشاء عبور میدهد (نشت نمکها به میزان 0.5 تا 3 درصد معمولی است). این فرآیند واقعی با اعمال فشار به آب "کثیف" انجام می0شود که آب تمیز را از طریق غشاء عبور داده و مولکولهای بزرگتر را باقی میگذارد. |
||||||||
|
ADVANTAGES OF RO FILTRATION: • Removes everything: ions*, bacteria, viruses, solids, dissolved solids • Relatively simple, low maintenance system |
مزایای فيلتراسيون اسمز معکوس: • تمامی مواد را حذف میکند: یونها*، باکتریها، ویروسها، جامدات، جامدات محلول • نیاز پایین به تعمیر و نگهداری و سهولت تعمیرات |
||||||||
|
DISADVANTAGES OF RO FILTRATION: • Low temperature water produces lower pure water yields • Higher TDS water produces lower pure water yields • Tends to leak small amounts of single charge ions (Na+, K+, Cl-) • Membrane can foul rapidly if suspended solids are high (may require pre-filtration with an ultrafilter) • The RO process is relatively slow such that the most economical RO unit will be running during both production and non-production hours (filtering stored treated wastewater and storing filtered water during off hours) |
معایب فیلترینگ اسمز معکوس: • دمای پایین آب منجر به تولید آب با خلوص کمتری میشود. • TDS بیشتر آب، منجر به تولید آب با خلوص کمتری میشود. • مقادیر پایینی از یونهای تکظرفیتی تمایل به نشت دارند (Na+، K+، -Cl). • اگر غلظت جامدات معلق بالا باشد، غشا میتواند به سرعت اشباع شود (ممكن است نیاز پیش فيلتر از جنس اولترا فلیتراسیون باشد) • فرایند اسمز معکوس نسبتا آهسته است، به طوری که مقرون به صرفهترین دستگاه اسمز معکوس هم در ساعات تولید و هم در ساعات خاموشی کار میکند (فاضلاب تصفیه شده ذخیره شده را فیلتر کرده و آب فیلتر شده در طول ساعات خاموشی را ذخیره میکند). |
||||||||
|
Current technologies allow up to about 75% fresh water yields. More typical yields are 50% at optimum conditions of temperature and minimal TDS levels. Even with recovery rates of 50%, typical RO systems have a payback of one to two years with water savings. As an example from a case study, an RO unit rated for 15,000 gallons per day water recovery would cost approximately $20,000 and save approximately 3.2 million gallons per year ($17,000 savings/year). |
فناوریهای فعلی تا حدود 75 درصد نسبت به آب تازه بازده دارند. بازدههای معمولیتر حدود 50 درصد در شرایط مطلوب دمایی و میزان TDS حداقلی کارایی دارند. حتی با نرخ بازدهی 50 درصد، سیستمهای اسمز معکوس معمولی، بازپرداخت یک یا دو ساله با صرفهجویی در مصرف آب دارند. یک مثال از یک مورد مطالعاتی عبارتست از: یک دستگاه اسمز معکوس که برای تصفیه آب 15000 گالن در روز طراحی شده است حدود 20000 دلار قیمت دارد و حدود 3.2 میلیون گالن در سال (17000 دلار در سال) صرفهجویی میکند. |
||||||||
|
Before purchasing an RO system, it is important to implement other water savings measures first so that the RO system is properly sized for the reduced water volumes. Otherwise, the RO system will be underutilized as other water savings measures are implemented. |
قبل از خرید یک سیستم اسمز معکوس، مهم است که ابتدا از سایر تجهیزات صرفهجویی در آب استفاده کنید تا سیستم اسمز معکوس به درستی برای حجم آب کاهش یافته تعیین اندازه شود. در غیر این صورت، سیستم اسمز معکوس به صورت بهینه مصرف نخواهد شد و روش سنجش دیگری برای ذخیره آب به کار گرفته خواهد شد. |
||||||||
|
EXHAUST SYSTEMS Exhaust systems are an essential part of the plating line designed to remove dangerous fumes from the process tanks. Typically the highest cost of an exhaust system is the electricity used to run the exhaust blowers. The secondary cost will be very location-dependent and is the cost of reconditioning the make-up air either by heating, cooling, or both. As noted in the plating company example referenced above, the cost to run the blower was roughly four times the cost to heat the make-up air in the upstate New York climate. If the total exhaust requirements can be reduced, then the exhaust blower will be smaller and the make-up air costs will be proportionally smaller. Table 1 shows the total costs associated with various size exhaust systems as the system size changes. Average heating-degree days in Rochester, N.Y., were used to determine the heating costs. |
سیستمهای خروجی سیستمهای اگزوز یا خروجی بخش مهمی از خطوط آبکاری هستند که برای حذف گازهای خطرناک از مخازن فرآیند طراحی شدهاند. به طور معمول بیشترین هزینه یک سیستم خروجی، برق مورد استفاده برای کارکرد دمندههای اگزوز است. هزینههای ثانویه بسیار وابسته به محل خواهد بود و هزینههای ترمیم هوای تازه از طریق گرمایش، خنککننده یا هر دو است. همانطور که در مثال شرکت آبکاری ذکر شده در بالا، اشاره شد هزینه کارکرد دمنده تقریبا چهار برابر هزینه گرمایش هوای تازه در آب و هوای شمال نیویورک است. اگر نیازمندیهای خروجی کل را بتوان کاهش داد، پس از آن دمنده اگزوز کوچکتر خواهد شد و هزینه هوا تازه نسبتا کمتر خواهد شد. جدول 1 هزینه کل مربوط به سیستمهای خروجی در اندازههای مختلف را نسبت به تغییر اندازه سیستم بیان میکند. میانگین روزهای تعیین دما در روچستر نیویورک بهمنظور تعیین هزینههای گرمایش استفاده میشود. |
||||||||
|
One method used to reduce the total exhaust requirements is with automatic tank covers and variable speed fan controls within the exhaust system. If only one tank requiring exhaust is open at a time, then the exhaust system size can be reduced to handle the full required CFMs for that tank and some small additional CFMs to provide fume extraction from under the closed tank covers. Unfortunately, the best time to implement this technique is on a new plating line. Retrofitting an existing line is sometimes possible depending on the type of the line, but is likely to be more expensive than incorporating this type of system into a new line. As can be seen from Table 1, the cost savings can be significant, even if the exhaust system is reduced by only 50%. |
یکی از روشهای مورد استفاده برای کاهش نیازمندی خروجی کل، استفاده از درپوش مخزن اتوماتیک و کنترلرهای فن سرعت متغیر در سیستم اگزوز است. درصورتیکه هر بار فقط خروجی موردنیاز یک مخزن باز باشد، به منظور کنترل نمودن جریان هوای مورد نیاز برای آن مخزن و سایر جریانهای کم هوا ناشی از مکش گازها از زیر درپوش مخزن بسته، اندازه سیستم اگزوز میتواند کاهش یابد. متاسفانه بهترین زمان برای اجرای این روش، بر روی یک خط آبکاری جدید است. تکمیل یک خط تولید موجود گاهی اوقات متناسب با نوع خط امکانپذیر است، اما احتمالا گرانتر از به کارگیری این نوع سیستم در یک خط تولید جدید است. همانطور که در جدول 1 مشاهده میشود، ممکن است صرفهجویی در هزینهها چشمگیر باشد، حتی اگر توان سیستم خروجی تنها به میزان 50 درصد کاهش یابد. |
||||||||
|
EXHAUST SYSTEMS Exhaust systems are an essential part of the plating line designed to remove dangerous fumes from the process tanks. Typically the highest cost of an exhaust system is the electricity used to run the exhaust blowers. The secondary cost will be very location-dependent and is the cost of reconditioning the make-up air either by heating, cooling, or both. As noted in the plating company example referenced above, the cost to run the blower was roughly four times the cost to heat the make-up air in the upstate New York climate. If the total exhaust requirements can be reduced, then the exhaust blower will be smaller and the make-up air costs will be proportionally smaller. Table 1 shows the total costs associated with various size exhaust systems as the system size changes. Average heating-degree days in Rochester, N.Y., were used to determine the heating costs. |
سیستمهای خروجی سیستمهای اگزوز یا خروجی بخش مهمی از خطوط آبکاری هستند که برای حذف گازهای خطرناک از مخازن فرآیند طراحی شدهاند. به طور معمول بیشترین هزینه یک سیستم خروجی، برق مورد استفاده برای کارکرد دمندههای اگزوز است. هزینههای ثانویه بسیار وابسته به محل خواهد بود و هزینههای ترمیم هوای تازه از طریق گرمایش، خنککننده یا هر دو است. همانطور که در مثال شرکت آبکاری ذکر شده در بالا، اشاره شد هزینه کارکرد دمنده تقریبا چهار برابر هزینه گرمایش هوای تازه در آب و هوای شمال نیویورک است. اگر نیازمندیهای خروجی کل را بتوان کاهش داد، پس از آن دمنده اگزوز کوچکتر خواهد شد و هزینه هوا تازه نسبتا کمتر خواهد شد. جدول 1 هزینه کل مربوط به سیستمهای خروجی در اندازههای مختلف را نسبت به تغییر اندازه سیستم بیان میکند. میانگین روزهای تعیین دما در روچستر نیویورک بهمنظور تعیین هزینههای گرمایش استفاده میشود. |
One method used to reduce the total exhaust requirements is with automatic tank covers and variable speed fan controls within the exhaust system. If only one tank requiring exhaust is open at a time, then the exhaust system size can be reduced to handle the full required CFMs for that tank and some small additional CFMs to provide fume extraction from under the closed tank covers. Unfortunately, the best time to implement this technique is on a new plating line. Retrofitting an existing line is sometimes possible depending on the type of the line, but is likely to be more expensive than incorporating this type of system into a new line. As can be seen from Table 1, the cost savings can be significant, even if the exhaust system is reduced by only 50%. |
یکی از روشهای مورد استفاده برای کاهش نیازمندی خروجی کل، استفاده از درپوش مخزن اتوماتیک و کنترلرهای فن سرعت متغیر در سیستم اگزوز است. درصورتیکه هر بار فقط خروجی موردنیاز یک مخزن باز باشد، به منظور کنترل نمودن جریان هوای مورد نیاز برای آن مخزن و سایر جریانهای کم هوا ناشی از مکش گازها از زیر درپوش مخزن بسته، اندازه سیستم اگزوز میتواند کاهش یابد. متاسفانه بهترین زمان برای اجرای این روش، بر روی یک خط آبکاری جدید است. تکمیل یک خط تولید موجود گاهی اوقات متناسب با نوع خط امکانپذیر است، اما احتمالا گرانتر از به کارگیری این نوع سیستم در یک خط تولید جدید است. همانطور که در جدول 1 مشاهده میشود، ممکن است صرفهجویی در هزینهها چشمگیر باشد، حتی اگر توان سیستم خروجی تنها به میزان 50 درصد کاهش یابد. |
||||||||||||||||
|
ACID CLEANERS AND ACID ETCHANT LIFE EXTENSION The starting point for extending the life of an acid bath is having good process controls for the acid bath. Without good monitoring and acid addition methodology, an acid bath can be prematurely disposed of just because the acid strength was not kept at the proper level. If an acid tank is minimally managed, such as running a tank for a month and then disposing of it with no acid additions or titrations over that time period, then the tank effectiveness is variable and unknown. This could lead to plating or finishing defects as the tank ages. If the tank, in reality, was in good condition in that time period, then disposing of the tank is a needless waste of acid and an added cost to treat the acid waste. In another direct assistance project, the New York State Pollution Prevention Institute was able to reduce a 500-ton-per-year acid waste stream to a 250-tonper-year waste stream at a savings of almost $200,000 per year. Rigorous acid management practices were used to produce these savings. |
پاککنندههای اسیدی و افزایش طول عمر اچ کنندههای اسیدی نقطه شروع برای افزایش عمر حمام اسیدی، بهرهمندی از کنترلرهای فرایندی خوب برای حمام اسید است. بدون نظارت کافی و یک روش خوب برای افزودن اسید، ممکن است یک حمام اسید پیش از موعد مقرر خراب شود، فقط به این دلیل که قدرت اسید به میزان مناسبی حفظ نشده است. درصورتیکه یک مخزن اسید در حداقل شرایط ممکن مدیریت شود منجر به اثربخشی متغیر و ناشناخته مخزن خواهد شد، به طور مثال یک مخزن به مدت یک ماه استفاده شود و سپس بدون افزودن هیچگونه اسیدی یا انجام تیتراسیون در آن دوره زمانی دفع شود. این موضوع میتواند منجر به عیوب پرداختکاری یا آبکاری با گذشت عمر مخزن شود. در واقع اگر مخزن در آن دوره زمانی، در شرایط خوبی قرار داشته باشد، پس نیازی به دفع مخزن نیست و هزینه افزودهای را برای تصفیه فاضلاب اسید ایجاد میکند. موسسه پیشگیری از آلودگی ایالات نیویورک در یکی دیگر از پروژههای کمک مستقیم، توانست یک جریان 500 تن در سال از فاضلاب اسید را به ظرفیت 250 تن در سال با صرفهجویی حدود 200000 دلاری در سال، کاهش دهد. برای انجام این صرفهجوییها از روشهای مدیریت دقیق اسید استفاده شد. |
||||||||
|
Good process control means that there is a routine sampling of each acid tank for chemical analysis. On a weekly basis, and in the case of high production lines, a daily titration of the acid baths may be necessary to properly control the acid strength. Then there should be equally regular acid additions to the acid tanks based on the titration results to bring the acid levels back to their original strengths. For large operations there are systems available that do the titrations and acid additions automatically, such as Scanacon titration and acid-dosing equipment. |
کنترل فرآیند خوب بدین معنی است که نمونهبرداری روتین از هر مخزن اسید برای آنالیز شیمیایی وجود داشته باشد. در یک دوره هفتهای در مورد خطوط تولید بزرگ، بهمنظور کنترل مناسب قدرت اسیدی ممکن است به تیتراسیون روزانه حمام اسید نیاز باشد. سپس به منظور رسیدن مقدار اسید به مقدار اولیه خود، بایستی براساس نتایج تیتراسیون، میزان اسید اضافی به مخازن اصلی اسید اضافه گردد. در آبکاریهای بزرگ، سیستمهایی وجود دارند که تیتراسیون را انجام داده و به صورت اتوماتیک اسید را اضافه میکنند، مانند تجهیزات تیتراسیون اسکناکون و تجهیزات اندازهگیری اسیدی. |
||||||||
|
Second, and usually less frequently, each acid tank should be measured for dissolved metal content. These two tests, titration and metal analysis, are the basic requirements for the proper function of the acid process. |
نکته دوم و معمولا کم اهمیتتر این است که هر مخزن اسید باید بهمنظور اندازهگیری فلزات محلول اندازهگیری شود. این دو آزمون، تیتراسیون و آنالیز فلزات محلول، الزامات اساسی برای عملکرد مناسب فرآیند اسید هستند. |
||||||||
|
The main reason to dispose of an acid tank and start with a fresh chemistry is due to dissolved metal concentrations being high enough to interfere with the acid-metal reaction. Therefore, a means of extending the bath life involves either removing the dissolved metal or converting the dissolved metal to a form that no longer interferes with the acid-metal reaction. |
دلیل اصلی دفع یک مخزن اسید و شروع کار با مواد شیمیایی جدید به علت افزایش غلظت فلزات محلول به اندازهای است که با واکنش اسید و فلزات دچار مشکل شود. بنابراین یک ابزار برای افزایش طول عمر حمام عبارتست از حذف فلزات محلول یا تبدیل فلزات محلول به یک شکل دیگر که با واکنش اسید و فلزات تداخل نداشته باشد. |
||||||||
|
There are three commercially available methods that deal with the dissolved metal problem. 1. Additives to precipitate and/or sequester the dissolved metal 2. Diffusion dialysis 3. Acid sorption |
سه روش تجاری در دسترس است که با مشکل فلزات محلول مقابله میکند. 1. استفاده از مواد افزودنی برای رسوبدادن و یا جداسازی فلزات محلول 2. دیالیز نفوذی 3. جذب اسید |
||||||||
|
1. Additives Metal precipitation/sequestering is an in-tank means of removing a portion of dissolved metal by precipitation and a portion by sequestering (possibly chelation). PRO-pHx™ (www.pro-phx.com) is one example of such a chemical method. PRO-pHx has a proprietary formulation, but it is believed that part of the chemical reaction produced by PRO-pHx™ involves metal being sequestered because dissolved metal concentrations can go much higher than what would be expected without any apparent loss of acid-metal activity. The high concentrations of dissolved metal are prevented from interfering with the normal acidmetal activity which would indicate some form of sequestering action. |
1. مواد افزودنی رسوب و جداسازی فلزات یک روش دورن مخزنی بهمنظور حذف قسمتی از فلزات محلول توسط رسوب و قسمتی توسط جداسازی (احتمالا کمپلکسسازی) است. روش PRO-pHx™ یک مثال از این روش شیمیایی است ((www.pro-phx.com. روش PRO-pHx داراي فرمول خاصي است اما تصور میشود که بخشی از واکنش شيميايی توليد شده توسط ™PRO-pHx شامل جداسازی فلز میشود زیرا غلظت فلزات محلول بدون از دست دادن آشکار فعاليت اسيد و فلز، میتواند بسيار بالاتر از حد انتظار باشد. غلظتهای بالای فلز محلول از تداخل در فعالیتهای اسید و فلز نرمال جلوگیری میشود که میتواند برخی از انواع اقدامات جداسازی را نشان دهد. |
||||||||
|
In normal operating use, PRO-pHx is added to the acid tank to maintain a 1% concentration of the additive. A portion of the dissolved metal forms a precipitate that can be filtered. The remainder of the dissolved metal stays in the acid tank but in a form that is not active. |
در شرایط کاری معمولی، PRO-pHx به مخزن اسید افزوده میشود تا غلظت 1 درصدی افزودنی را حفظ کند. بخشی از فلزات محلول رسوبی را شکل میدهد که میتواند فیلتر شود. اما باقیمانده فلزات محلول، در شکل غیرفعال در مخزن اسید باقی میماند. |
||||||||
|
2. Diffusion dialysis The diffusion dialysis process makes use of a membrane that allows the acid’s negative ions (SO4-2, NO3-2, Cl-1, etc.) to pass through while preventing the positive metal ions from passing through. A typical system is 90% efficient, meaning that 90% of the acid is recovered and 90% of the metal is removed in each membrane pass. The results are a waste stream that is high in dissolved metal and a acid stream that can be returned to the acid tank. |
2. دیالیز نفوذی فرایند دیالیز نفوذی از غشا استفاده میکند که به یونهای منفی اسید (SO4-2، NO3-2، Cl-1، و غیره) اجازه میدهد که از غشا عبور کند، درحالیکه از عبور یونهای فلزی مثبت جلوگیری میکند. یک سیستم معمولی 90 درصد کارآیی دارد، یعنی 90 درصد اسید بازیافت شده و در هردفعهای که از غشا عبور میکنند 90 درصد از فلزات حذف میشود. در نتیجه یک جریان فاضلاب با میزان فلزات محلول بالا به وجود میآید و جریان اسیدی که میتواند به مخزن اسید بازگردد. |
||||||||
|
3. Acid sorption The process of acid sorption works on the same principle as ion exchange in a water deionization system. The acid anions (negative charge) are captured from the acid solution stream by an ion exchange resin while allowing the positive metal ions to pass through. Then the resin column is back-flushed with fresh water to free the acid anions. This back-flushed solution is, therefore, rich in acid and poor in dissolved metal. The acid-rich solution can then be returned to the acid tank. This method is between 80% and 90% efficient. |
3. جذب اسید این فرایند جذب اسید بر اساس همین اصل تبادل یونی در یک سیستم دییونیزاسیون آب کار میکند. آنیونهای اسیدی (بار منفی) از جریان محلول اسید توسط یک رزین تبادل یونی گرفته میشود، در حالی که یونهای مثبت فلزی از غشا عبور میکنند. سپس به منظور آزادسازی آنیونهای اسیدی، ستون رزین با آب تازه بک واش میشود. بنابراین این محلول بک واش، غنی از اسید و از لحاظ فلزات محلول فقیر است. سپس محلول غنی از اسید میتواند به مخزن اسید بازگردد. این روش بین 80 تا 90 درصد کارایی دارد. |
||||||||
|
The acid sorption process is commonly used in large aluminum anodizing systems to maintain the amount of dissolved aluminum in the correct range. The economics will determine which method of acid recovery makes sense for each metal finisher. Again, that is why it is critical to know the cost of acid purchases and disposal to determine the payback for acid recovery systems. |
فرایند جذب اسید معمولا در سیستمهای آنودایزینگ بزرگ آلومینیوم برای حفظ مقدار آلومینیوم محلول در حد مجاز استفاده میشود. صرفه اقتصادی تعیین میکند که کدام روش بازیابی اسید، برای هر یک از پرداختکاران فلزات مناسب است. باز هم به همین علت، آگاه بودن از هزینه دفع و خرید اسید برای تعیین بازپرداخت سیستمهای بازیابی اسید مهم است. |
||||||||
|
ALKALINE CLEANER CONTROL AND LIFE EXTENSION In the typical metal finishing process, the alkaline cleaning tanks are first in line and take the bulk of the dirt load. Whether the tanks are soak, ultrasonic, or electrocleaners, their purpose is to remove oils, grease, wax, polishing compound, particulates, and light oxides from the part surfaces. Depending on the detergent additives in these tanks, the tanks could build up surface oil, oil emulsions, suspended solids, or sludge at the bottom of the tank or any combination of these contaminant types. As with acids, the cleaning chemicals are consumed in the process of removing and preventing redeposition of the contaminants. |
افزایش طول عمر و کنترل پاککنندههای قلیایی در فرایند معمولی پرداختکاری فلزات، مخازن شستشوی قلیایی اولین مخازن موجود در خط تولید هستند و مقدار زیادی از بار آلودگی را تمیز میکنند. درصورتیکه مخازن از نوع مخازن غوطهوری، التراسونیک یا پاککنندههای برقی باشند هدف آنها تمیزکردن روغنها، گریس، واکس، ترکیبات پولیشکاری، ذرات معلق و اکسیدهای سبک از سطوح قطعه است. بسته به نوع افزودنی شوینده در این مخازن، مخازن میتوانند روغن سطحی، امولسیونهای نفتی، جامدات معلق یا لجن را در کف مخزن یا هر ترکیبی از این انواع آلودگی ایجاد کنند. پاککنندههای مواد شیمیایی همانند اسیدها، در فرآیند حذف و جلوگیری از رسوب مجدد آلودگیها مصرف میشوند. |
||||||||
|
First, there should be a procedure in place to monitor the alkaline cleaning strength of a bath. It may be as simple as measuring the pH. Typically the cleaning chemistry supplier can either do the testing or provide test kits or test methods to monitor and correct the cleaning chemistry as it ages. |
در ابتدا باید یک روش برای نظارت بر قدرت تمیزکنندگی قلیایی یک حمام وجود داشته باشد. این روش ممکن است به سادگی اندازهگیری pH باشد. به طور معمول تامینکننده مواد پاککننده میتواند آزمایشات را انجام دهد یا کیتهای آزمایشی یا روشهای آزمایش به منظور نظارت و اصلاح شیمیایی پاککننده با گذشت زمان را انجام دهد. |
||||||||
|
Second, the surface oils can be segregated and removed by a combination of surface sparging and the use of various oil skimmers available on the market. Third, the heavy particles that can settle on the bottom of the tank can be removed by bag filtration or some other simple filtration method. |
ثانیا روغنهای سطحی را میتوان توسط ترکیب پاشش سطحی و استفاده از اسکیمرهای روغن مختلف موجود در بازار، جداسازی و حذف نمود. ثالثا ذرات سنگین که میتوانند در کف مخزن رسوب کنند، میتوانند توسط فیلتر کیسهای یا برخی روشهای آسان فیلتراسیون حذف شوند. |
||||||||
|
Finally, there are the emulsified oils and suspended solids. These are more difficult to remove by normal filtration methods. Ultrafiltration is a method that can often break the oil emulsions and remove the suspended solids without removing the active cleaning chemistry. Some of the commercially available ultrafiltration systems can handle pH from 2 to 11 and temperatures up to 160°F. One unique ultrafiltration system manufactured by Arbortech Corporation has filtration capability of a 1 to 14 pH range and temperature limits of over 200°F. Therefore, this system can easily filter hot alkaline cleaners without filter damage. By whatever ultrafiltration method used, the resulting filtered cleaning solution should have minimal loss of the cleaning chemistry and maximum removal of the suspended solids and emulsified oils such that the cleaning chemistry is ready to use again. |
در نهایت امولسیون روغن و جامدات معلق به وجود میآید. حذف این مواد توسط روشهای معمول تصفیه بسیار دشوار است. اولترا فیلتراسیون روشی است که اغلب میتواند امولسیونهای روغن را شکست دهد و جامدات معلق را بدون حذف مواد شیمیایی پاککننده فعال، حذف کند. برخی سیستمهای اولترا فیلتراسیون موجود در بازار میتوانند pH را در محدوده 2 تا 11 و درجه حرارت را تا دمای 70 درجه سانتیگراد کنترل کنند. یک سیستم اولترافیلتراسیون خاص که توسط شرکت آربورتک تولید شده است، قابلیت فیلتراسیون را در pH محدوده 1 تا 14 و محدودیتهای دمایی بیش از 95 درجه سانتیگراد دارد. بنابراین این سیستم بدون آسیب به فیلتر به راحتی میتواند پاککنندههای قلیایی گرم را فیلتر کند. با استفاده از هر نوع از روشهای اولترافیلتراسیون مورداستفاده، محلول تمیز شده فیلتر شده حاصله باید حداقل تلفات مواد شیمیایی پاککننده و حداکثر حذف جامدات معلق و امولسیونهای روغنی را داشته باشد که مواد شیمیایی پاککننده برای استفاده مجدد آماده شوند. |
||||||||
|
Again, the economics of the cleaning process will drive the decision- making process. If the cleaning chemicals are inexpensive and easy to treat in wastewater treatment, and if tank life is already extended before contamination levels become excessive, then only the simplest and least expensive methods need to be used to provide acceptable cleaning chemistry maintenance. |
مجددا صرفه اقتصادی فرایند تمیزکنندگی، تعیینکننده روند تصمیمگیری خواهد بود. در صورتی که مواد شیمیایی پاککننده ارزان قیمت باشند و کارکرد آسانی در تصفیه فاضلاب داشته باشند و اگر سابقا عمر مخزن پیر شده باشد، قبل از اینکه سطح آلودگی بیش از حد مجاز افزایش یابد، فقط نیاز به سادهترین و ارزانترین روش احساس میشود که تعمیرات و نگهداری مواد شیمیایی پاککننده به میزان قابل قبولی انجام شود. |
||||||||
SUMMARY In conclusion, there is often a large opportunity for plating industries to reduce their costs, minimize their environmental footprint and remain competitive in their sector by various relatively simple and sometimes low- cost process changes. By developing a baseline for the energy use, chemical use, and water use for the process, a list of priority focus areas will be determined and the opportunities for cost savings will become evident. In regards to the finishing line, an essential first step is to develop a set of best practices for rinsing and rinse control for water use optimization, along with good process control for the acids and alkaline cleaners. By understanding the overall detailed costs of the metal finishing process, decisions can be made to determine where the major opportunities are and implement changes that financially benefit the bottom line. |
خلاصه در نتیجه، اغلب فرصتهای زیادی برای صنعت آبکاری به منظور کاهش هزینهها، به حداقل رساندن اثرات زیست محیطی و رقابت در بخش خود، با تغییرات مختلف نسبتا ساده و گاهی اوقات کم هزینه وجود دارد. با توسعه یک مقدار پایه برای مصرف انرژی، مصرف مواد شیمیایی و مصرف آب برای این فرایند، لیستی از مناطقی با اولویت توجه تعیین خواهد شد و فرصتهایی برای صرفهجویی در هزینهها آشکار خواهد شد. درمورد این خط پرداختکاری، یک گام ضروری اولیه برای ایجاد مجموعهای از بهترین شیوهها برای شستشو و کنترل شستشو برای بهینهسازی مصرف آب، همراه با کنترل فرایند خوب برای اسیدها و پاککنندههای قلیایی است. با درک کامل هزینههای دقیق فرآیند پرداختکاری فلزات، میتوان تشخیص داد که مبین فرصتهای عمده باشد و تغییراتی را پیادهسازی کرد که از لحاظ مالی، کمترین هزینه ممکن را داشته باشد. |
||||||||
|
BY DAVE FISTER, SENIOR STAFF ENGINEER, THE NEW YORK STATE POLLUTION PREVENTION INSTITUTE AT ROCHESTER INSTITUTE OF TECHNOLOGY, ROCHESTER, N.Y. |
نویسنده: دیو فیستر، مهندس ارشد موسسه جلوگیری از آلودگی ایالت نیویورک در موسسه فناوری روچستر، روچستر نیویورک |
||||||||
|
Prepared by research and development unit of Jalapardazan Persia (JP) February 2018 |
تهیه شده در واحد پژوهش و گسترش جلاپردازان پرشیا (JP) |
||||||||
|
تهیه شده در واحد پژوهش و گسترش جلاپردازان پرشیا (JP) گرداوری و ترجمه: ت. ر. نویسنده این مطلب گرد آوری، ترجمه و تدوین : دانش آموخته کارشناسی ارشد مهندسی فناوری نانو پژوهشگاه مواد و انرژی دانش آموخته کارشناسی مهندسی مواد (سرامیک) دانشگاه فنی امام خمینی میبد |
Prepared by research and development unit of Jalapardazan Persia (JP) BY: T.R.MC
M. Sc. of Nano Technology Materials & Energy Research Center B. Sc. of Materials Engineering (Ceramics) University of Technology, Imam Khomeini |