شنبه تا پنجشنبه : 17 - 8
تهران - شهرک صنعتی باباسلمان
شهریار، شهرک صنعتی باباسلمان، خیابان صنعت
|
COPPER CYANIDE BATHS
Copper cyanide plating, with its accompanying health hazard and waste disposal problems (also shared with other cyanide plating baths), is still essential in many plating operations as a strike and, to a decreasing extent, for thick deposits. In dealing with the chemistry of the copper cyanide bath, a distinction must be made between total cyanide and free cyanide. Cuprous cyanide must be complexed with either potassium or sodium cyanide to form soluble copper compounds in aqueous solutions. The major complexed form is considered to be either potassium copper cyanide, K2Cu(CN)3, or sodium copper cyanide, Na2Cu(Cn)3. The sum of that required for the complexation of copper cyanide plus the amount of cyanide required for the proper functioning of the bath (free cyanide) is the total cyanide. The total cyanide required by weight is given in the following equation: Total potassium cyanide = (Copper cyanide required × 1.45) + free potassium cyanide required Total sodium cyanide = (Copper cyanide required × 1.1) + free sodium cyanide required As an example: A plating bath needs 2.0 g/L of copper cyanide and 0.5 g/L of free potassium cyanide. How much potassium cyanide is required for the bath? Total potassium cyanide = (2.0 × 1.45) + 0.5 = 3.4 g/L |
حمام مس سیانیدی استفاده از آبکاری مس سیانیدی، همانند سایر حمامهای سیانیدی، علی رغم مخاطراتی که برای سلامتی و مشکلات دفع پساب دارد، ولی همچنان در بسیاری از موارد آبکاری مانند اعمال زیر لایه و پوشش دهی با ضخامت بالا ضروری است. در ارتباط با شیمی مس سیانیدی لازم به ذکر است که باید یک تمایزی بین سیانید کل و سیانید آزاد لحاظ شود. سیانید مس باید با سدیم سیانید یا پتاسیم سیانید کمپلکس شود تا ترکیبات مس محلول در محلولهای پایه آبی را تشکیل دهد. کمپلکس تشکیل شده عمدتا به فرم پتاسیم مس سیانید K2Cu(CN)3، یا سدیم مس سیانید Na2Cu(Cn)3 می باشند. مجموع سیانیدی که برای تشکیل کمپلکس نیاز است و سیانیدی که برای عملکرد مناسب حمام (سیانید آزاد) استفاده می شود، سیانید کل در نظر گرفته می شود. مقدار سیانید کل مورد نیاز از طریق توزین و توسط رابطه زیر محاسبه می شود: پتاسیم سیانید کل= (سیانید مس مورد نیاز*1.45)+ پتاسیم سیانید مورد نیاز آزاد سدیم سیانید کل= (سیانید مس مورد نیاز*1.1)+ سدیم سیانید مورد نیاز آزاد مثال: یک حمام آبکاری به 2.0 گرم بر لیتر سیانید مس و 0.5 گرم پتاسیم سیانید آزاد نیاز دارد. بر این اساس چه مقدار پتاسیم سیانید برای این حمام مورد نیاز است؟ پتاسیم سیانید کل= (2.0*1.45)+0.5=3.4 گرم بر لیتر |
|
The plating bath formulations provided here are suitable for the majority of uses in cyanide copper plating and are easy to control. These formulations can be modified by the plater after reading the operating parameters and notes on maintenance and control. It is recommended, whenever possible, that the potassium formulations be used for extended plating range and a greater tolerance to deviation from recommended operating parameters. |
فرمولاسیونهای حمام آبکاری که در اینجا آورده شده اند برای اکثر موارد مصرف آبکاری مس سیانیدی، مناسب هستند و از طرفی کنترل آنها آسان است. این فرمولاسیون ها بعد از مطالعه پارامترهای عملیاتی و نکات مرتبط با تعمیر و نگهداری و کنترل می توانند توسط آبکار اصلاح شوند. پیشنهاد می شود هرجا که امکان داشت، از فرمولاسیونهای مبتنی بر نمک پتاسیم به دلیل محدوده پوشش گسترده و تحمل بیشتری که نسبت به انحراف از پارامترهای عملیاتی دارد، استفاده شود. |
|
Anodes for all baths should be high purity copper that is oxide free. They can be bagged copper slabs or bagged steel baskets containing copper nuggets. Plain steel anodes may be mixed with the copper to control copper cyanide content if copper content in the plating bath tends to increase with use. Anode/cathode ratio should be 1:1 to 2:1. |
برای کلیه حمام های معرفی شده باید از آندهای مس با خلوص بالا که فاقد اکسید شدگی باشند استفاده شود. این آندها میتوانند ورقهای مس غلاف شده یا کیسه های فولادی حاوی قطعات مس باشند. اگر میزان مس محلول به واسطه کار کرد محلول آبکاری به مرور از طریق آند مسی افزایش یابد، در این صورت عموما آندهای فولادی ساده ممکن است برای کنترل محتوای سیانید مس با مس مخلوط شوند. نسبت آند به کاتد باید 1:1 تا 2:1 باشد. |
|
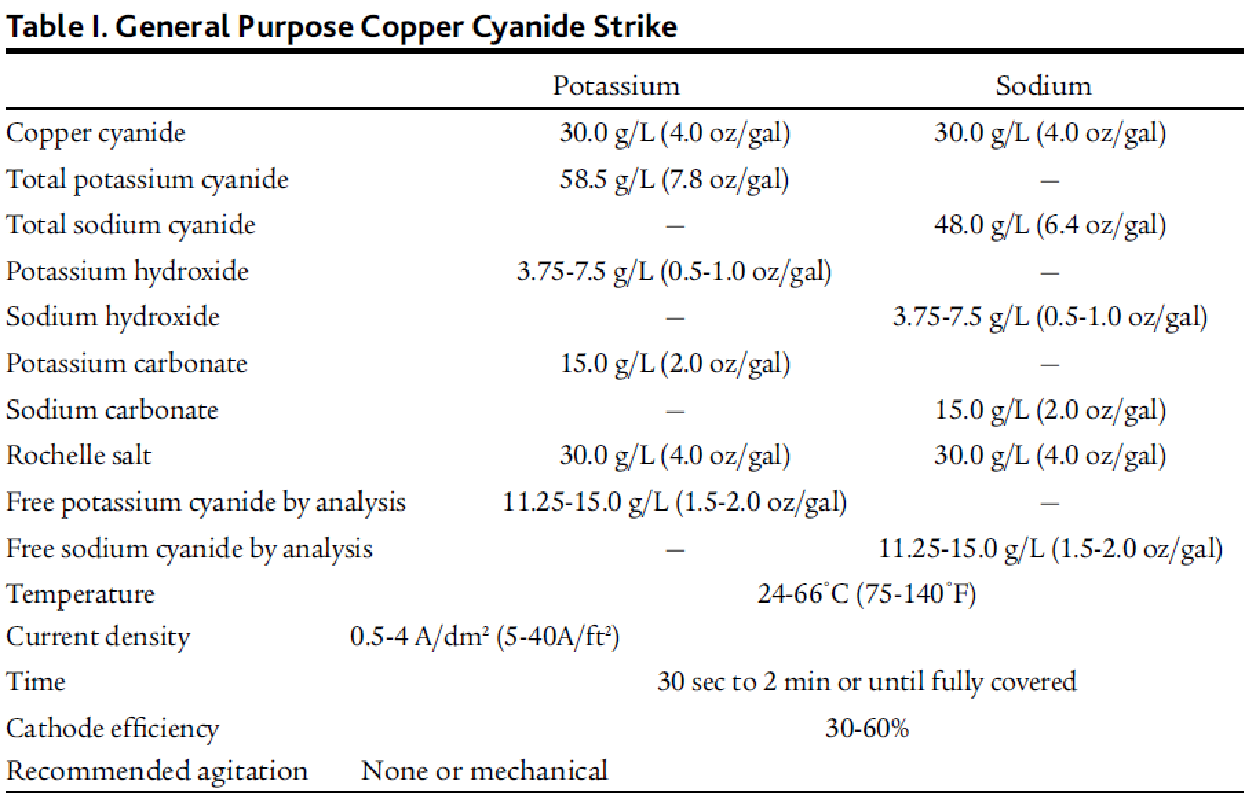
General Purpose Strike The general-purpose strike (see Table I) is used for improved adhesion, activation of passive substrates, or as an insurance step in the cleaning cycle. When used for zinc die castings, the hydroxide concentration should be kept at a maximum of 3.75 g/L. Deposits are usually in the range of 0.5-2.0 μm in thickness. |
هدف کلی استریک از پوشش مس به عنوان زیر لایه (جدول 1 را ببینید) به منظور بهبود چسبندگی، فعال سازی سطوح غیر فعال یا بعنوان یک مرحله اطمینان بخش در سیکل پاکسازی استفاده می شود. هنگامی که برای روی ریخته گری شده استفاده می شود، غلظت هیدروکسید باید حداکثر در مقدار 3.75 گرم بر لیتر نگه داشته شود. ضخامت این پوشش عموما 0.5 تا 2.0 میکرون خواهد بود. |
|
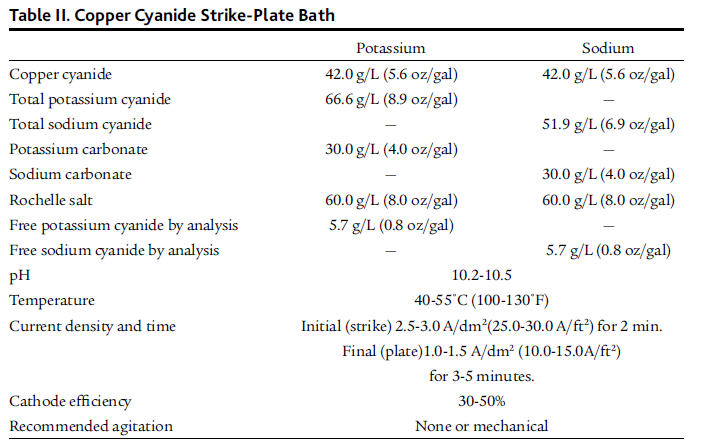
Strike-Plate Bath The strike-plate bath (see Table II) is the one most used for the plating of zincated aluminum. It is also used for zinc die castings and other metals that are subject to attack by subsequent plating baths or finishing operations that require more than a strike deposit for protection. This formulation eliminates the need for two baths—a strike followed by a plate in a high efficiency bath. Deposits range from 3.0 to 5.0 μm (0.12-0.20 mil) in thickness for the parameters given in the formulation. |
حمام آبکاری استریک حمام آبکاری استریک (جدول 2 را ببینید) جزء مواردی است که اغلب برای آبکاری آلومینیوم زینکاته شده استفاده می شود. این نوع حمام همچنین برای روی ریخته گری شده و سایر فلزاتی که به بیش از یک پوشش استریک جهت حفاظت نیاز دارند و در ادامه باید آبکاری مجدد شوند مورد استفاده قرار می گیرد. این فرمولاسیون ضرورت استفاده از دو حمام متوالی را که یکی برای آبکاری استریک و دیگری حمام با بازده بالا است را مرتفع می کند. محدوده پوشش متناسب با پارامترهای داده شده در فرمول 3 تا 5 میکرون است. |
|
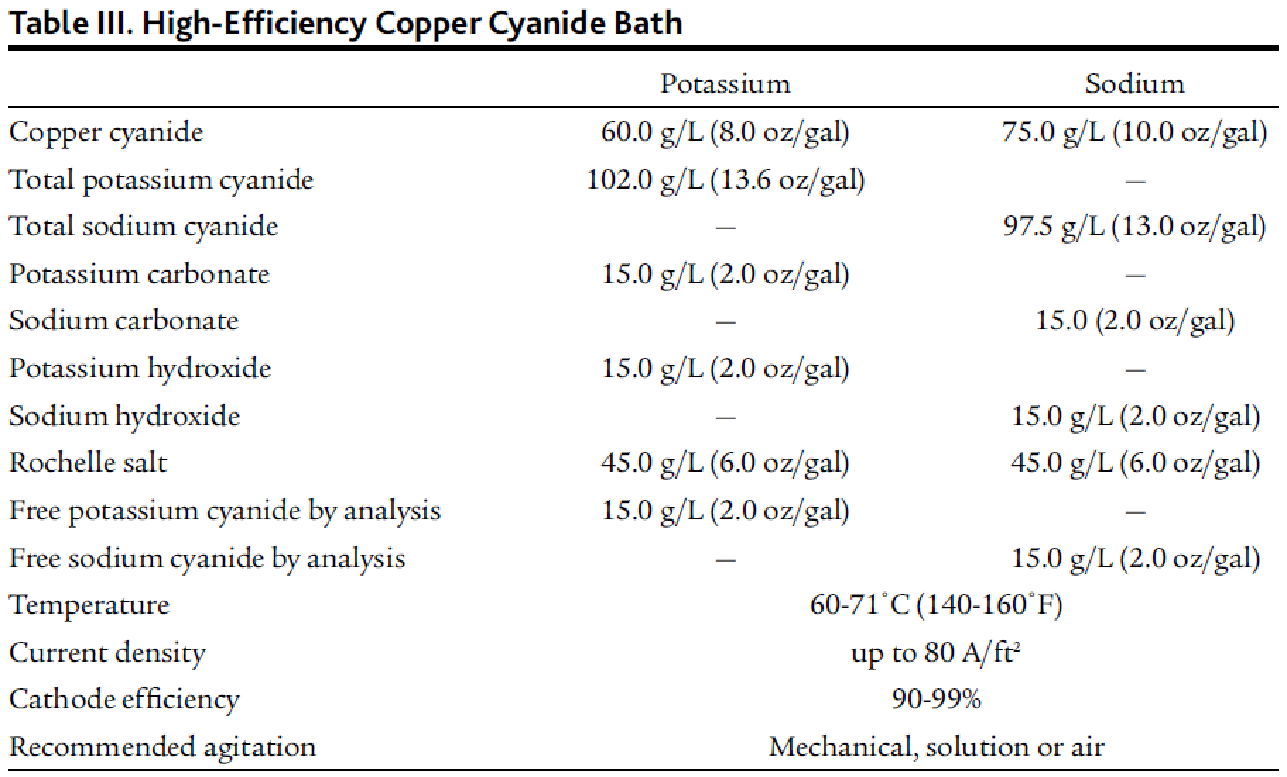
High-Efficiency Bath The high-efficiency bath (see Table III) is used when a rapid buildup of a significant copper thickness is required. The copper cyanide can be as high as 120.0 g/L (16.0 oz/gal) for applications such as wire plating. Although the brightness and grain refinement of the deposit can be improved by the use of periodic reverse current or current interruption, the best results are obtained by using suitable additives. |
حمام های با بازده بالا زمانی که به یک پوشش مس با ضخامت قابل توجهی نیاز باشد از حمام با بازده بالا (جدول 3 را ببینید) استفاده می شود. در این موارد میزان سیانید مس محلول ممکن است در موارد کاربردی همچون آبکاری مفتول تا 120.0 گرم بر لیتر نیز برسد. اگر چه براقی و دانه بندی پوشش را می توان با استفاده از جریان معکوس متناوب یا جریان وقفه ای بهبود داد، ولی بهترین نتایج با استفاده از افزودنی های مناسب به دست می آید. |
|
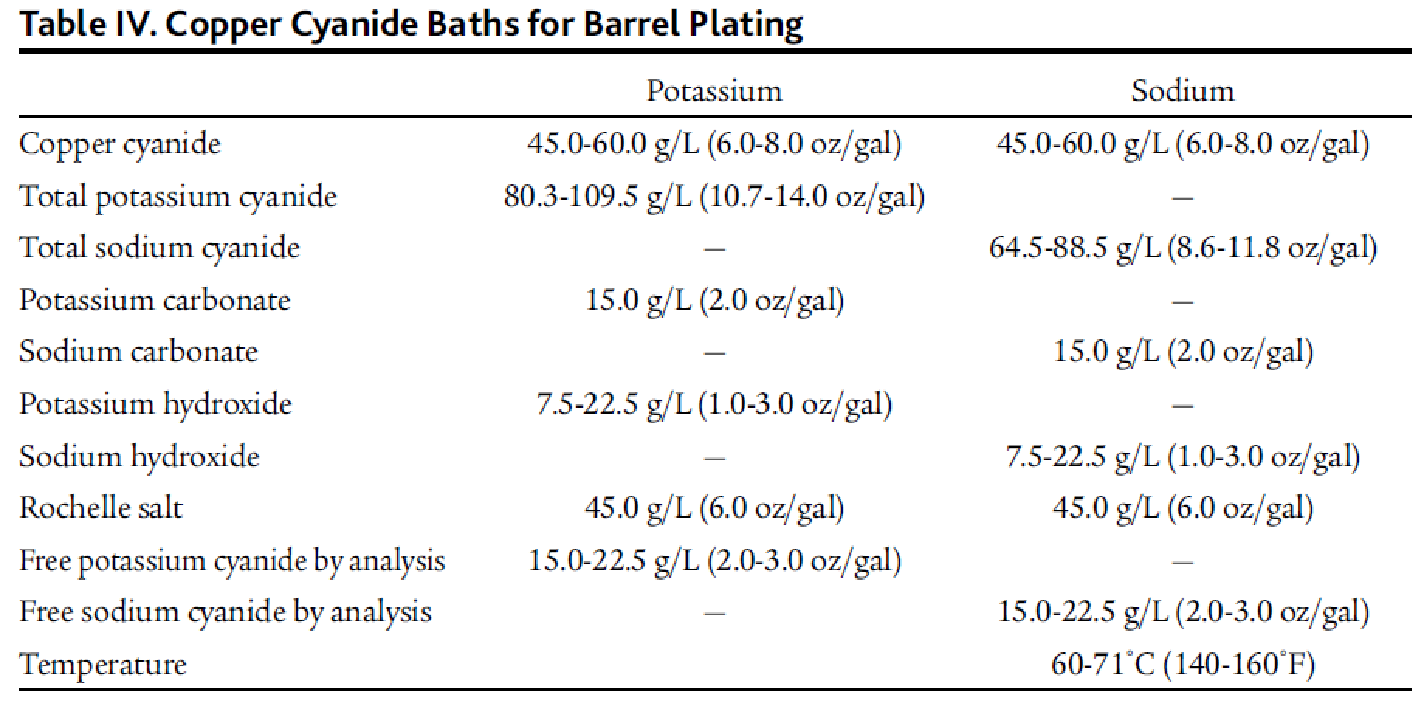
Barrel Plating The strike bath, high-efficiency bath, or both in combination, can be used for barrel plating. Typical compositions for barrel plating are shown in Table IV. |
آبکاری بارل حمام استریک، حمام با بازده بالا یا ترکیب هر دو را میتوان برای آبکاری بارل استفاده نمود. ترکیبات عمومی برای آبکاری بارل در جدول 4 آورده شده است. |
|
Bath Preparation Dissolve potassium or sodium cyanide in cold water. In a separate container, mix copper cyanide with water to form a thin slurry and slowly add to the potassium or sodium cyanide solution while mixing. The dissolving reaction is exothermic and the solution should not be allowed to overheat, as this may decompose some of the free cyanide. Add the rest of the required materials after dissolving the copper cyanide. Carbon treatment of the bath before use is recommended. All salts should be sulfur free to prevent dull, red deposits in low current density plating areas. |
آماده سازی حمام پتاسیم یا سدیم سیانید را در آب سرد حل کنید. در یک مخزن جداگانه، سیانید مس را با آب مخلوط کنید تا یک دوغاب رقیق تشکیل شود و به آرامی محلول سدیم یا پتاسیم سیانید را اضافه کنید و مخلوط را هم بزنید. فرایند انحلال، یک واکنش گرما گیر است و نباید اجازه داده شود که گرمای محلول بیش از حد بالا برود که در صورت بروز چنین اتفاقی ممکن است بخشی از سیانید آزاد تجزیه شود. سایر مواد مورد نیاز را بعد از انحلال کامل سیانید مس به حمام اضافه کنید. توصیه می شود پیش از استفاده، آماده سازی کربن حمام انجام بگیرد. برای جلوگیری از رسوب ضعیف قرمز در مناطق با دانسیته جریان پایین، ضروری است که کلیه نمکهای مورد استفاده فاقد سولفور باشند. |
|
Maintenance and Control Constituents It is recommended that all constituents in the formulation be controlled to within 10% of their nominal values, especially the free cyanide. The copper cyanide concentration controls the allowable plating current density in combination with agitation. The free cyanide concentration controls efficiency, plating range, throwing power, and anode polarization. The hydroxide concentration controls conductivity and throwing power. Carbonates buffer the solution and reduce anode polarization. Although high carbonate concentration of 90.0 to 120.0 g/L (12.0-16.0 oz/gal) decreases the plating range, it is added to new baths to stabilize their initial operation. Rochelle salt enhances anode corrosion and provides some grain refinement. Potassium formulations have a broader plating range than sodium formulations. |
کنترل و نگهداری ترکیبات توصیه می شود که کلیه ترکیبات موجود در فرمول حتما تحت کنترل باشند تا هیچ یک از اجزا به ویژه سیانید آزاد کمتر از 10% مقدار نرمال خود نباشند. غلظت سیانید مس، دانسیته جریان مجاز برا آبکاری را در ترکیب با تلاطم محلول کنترل می کند. غلظت سیانید آزاد بازده محلول، بازه آبکاری، قدرت پرتاب و پلاریزاسیون آند را کنترل میکند. غلظت هیدروکساید هم هدایت و قدرت پرتاب محلول را کنترل می کند. کربناتها نقش بافری برای محلول دارند و پلاریزاسیون آند را کاهش می دهند. هرچند غلظت زیاد کربنات از 90.0 تا 120.0 گرم بر لیتر محدوده آبکاری را کاهش میدهد با این وجود به حمام های تازه ساخته شده اضافه می شوند تا شرایط اولیه وان ثابت باشد. نمک راشل خوردگی آند را افزایش می دهد و دانه بندی پوشش را بهتر می کند. فرمولاسیونهای بر پایه پتاسیم رنج آبکاری بیشتری نسبت به فرمولاسیونهای سدیمی دارند. |
|
Temperature Temperature above 71°C (160°F) in the high-efficiency and barrel formulations promotes the breakdown of cyanide and the rapid buildup of carbonates. |
دما دمای بالاتر از 71 درجه سانتیگراد (160 درجه فارنهایت) در فرمولاسیون حمامهای با کارایی بالا و بارل باعث تخریب سیانید و افزایش سریع کربنات ها می شود. |
|
Agitation Mechanical and/or solution agitation is recommended. Use air agitation only when required, as air agitation promotes carbonate buildup. |
تلاطم توصیه می شود محلول بصورت مکانیکی یا تلاطمی هم زده شود. از ایجاد تلاطم توسط جریان هوا صرفا در مواقع ضروری استفاده می شود چرا که جریان هوا باعث تشکیل کربنات مازاد در محلول می شود. |
|
Contamination Organic contamination causes nonuniform, dull, rough, or pitted deposits. In severe cases of organic contamination, the anodes may polarize. Carbon treatment will remove organic contamination. A copper strike should not be considered to be a cleaner and should be carbon treated periodically to prevent organic contamination from spreading to other plating baths. Hexavalent chromium contamination causes skip plate in the low current density plating area, blisters, and nonuniform deposits. |
آلودگی آلودگی ارگانیک باعث ایجاد رسوبات غیر یکنواخت، ضعیف، زبر و یا حفره دار می شود. در موارد شدید آلودگی آلی، آندها ممکن است قطبی شوند. آماده سازی کربن می تواند آلودگی آلی را از بین ببرد. پوشش مس استریک نباید به عنوان یک فرایند تمیز کننده محسوب شود و کربن زدایی باید بصورت دوره ای انجام بگیرد تا از آلودگی آلی و گسترش به دیگر حمام های آبکاری جلوگیری شود. آلودگی کرم شش ظرفیتی باعث می شود تا در قسمت هایی که دانسیته جریان پایین است پوشش دهی کامل نشود و همچنین باعث تبله کردن و عدم یکنواختی پوشش می شود. |
|
The best method for eliminating the problem of chromium contamination is to eliminate the source. Hexavalent chromium in the bath can be reduced to trivalent by using proprietary reducing agents. Zinc contamination causes nonuniform or brass-colored deposits and can be removed by dummying the bath at 0.2-0.4 A/dm2 (2-4 A/ft2). Sulfur and its compounds cause dull, red deposits in the low current density plating areas and usually appear in new baths because of impure cyanides or leaching from tank linings. Small amounts of a zinc salt, such as zinc cyanide, will eliminate sulfur red from the deposits. Most other common types of metallic contamination cause deposit roughness and can usually be removed by dummying and filtration. |
بهترین روش برای حذف آلودگی کروم، حذف منبع آلاینده کروم است. کرم شش ظرفیتی در حمام می تواند با کمک عوامل احیا کننده به کروم سه ظرفیتی احیا شود. آلودگی روی باعث عدم یکنواختی پوشش یا برنجی رنگ شدن پوشش می شود. البته این مشکل با dummying کردن حمام در 0.2 تا 0.4 آمپر بر دسی متر مربع قابل حذف است. سولفور و ترکیبات آن باعث ایجاد رسوبات قرمز در مناطق با دانسیته جریان کم می شوند و معمولا از طریق ترکیبات سیانیدی ناخالص یا به دلیل شستشوی مخازن در حمام های جدید ظاهر می شوند. مقادیر کمی از نمک روی، مانند سیانید روی، قادر است تا بخشی از گوگرد قرمز رسوبات را حذف کند. سایر آلودگی های فلزی اکثرا موجب زبری پوشش می شود و معمولا توسط dummyng فیلتر کردن قابل حذف هستند. |
|
Carbonate Excessive sodium carbonate can be removed by freezing out at a low temperature because of its limited solubility below -3°C (26°F). Both potassium and sodium carbonate can be removed by precipitation with calcium oxide, calcium hydroxide, or calcium sulfate. |
کربنات با توجه به محدودیت انحلال پذیری سدیم کربنات در دمای زیر -3 درجه سانتیگراد، می توان مازاد این ترکیب را با انجماد محلول حذف کرد. پتاسیم و سدیم کربنات هر دو قابل حذف توسط ترسیب با کلسیم اکسید، کلسیم هیدروکسید با کلسیم سولفات هستند. |
|
COPPER PYROPHOSPHATE PLATING BATHS Copper pyrophosphate plating baths require more control and maintenance than cyanide baths; however, the solutions are relatively nontoxic. The main uses of copper pyrophosphate baths have been for electroforming, plating on plastics, and printed circuits. |
حمام آبکاری مس پیروفسفات حمام های آبکاری پیروفسفات به کنترل و حفاظت بیشتری در مقایسه با حمام سیانیدی نیاز دارند. با این وجود این حمام ها تقریبا غیر سمی هستند. کاربرد اصلی حمام های پیروفسفاتی برای الکتروفرمینگ، آبکاری پلاستیک و مدارهای چاپی است. |
|
The chemistry involved in copper pyrophosphate plating is the formation of potassium copper pyrophosphate complex [K6Cu(P2O7)2á6H2O] from copper pyrophosphate (Cu2P2O7á3H2O) and potassium pyrophosphate (K4P2O7). The ratio of pyrophosphate (P2O74—) to copper (Cu2+) in the compound is 5.48 to 1. Any pyrophosphate in excess of this ratio is called “free” or “excess” pyrophosphate. Free or excess pyrophosphate is essential for the operation of the bath in providing conductivity and anode corrosion. This is done by running a pyrophosphate to copper (P2O7/Cu) ratio of 7:1 to 8:1 in the plating bath. A strike bath may have a higher ratio. Potassium pyrophosphate baths are recommended over sodium formulations for better conductivity and higher solubility of the potassium copper complex. |
شیمی حمام آبکاری مس پیروفسفاتی شامل تشکیل کمپلکس پتاسیم مس پیروفسفات [K6Cu(P2O7)2á6H2O] از مس پیروفسفات (Cu2P2O7á3H2O) و پتاسیم پیروفسفات (K4P2O7) است. نسبت پیروفسفات (P2O74—) به مس (Cu2+) در ترکیب 5.48 به 1 است. هر میزان پیروفسفات بیشتر از این نسبت، پیروفسفات آزاد یا مازاد نامیده می شود. پیروفسفات آزاد یا مازاد برای تامین هدایت و خوردگی آند ضروری است. در حمام آبکاری. این کار با افزایش پیرو فسفات به مس (P2O7 / Cu) به نسبت 7: 1 تا 8: 1 در حمام آبکاری انجام می شود. حمام استریک می تواند نسبت بالاتری داشته باشد. حمام های پتاسیم پیرو فسفات به دلیل هدایت بهتر و حلالیت بالاتر کمپلکس پتاسیوم مس، نسبت به حمامهای سدیمی ترجیح داده می شوند. |
|
Anodes for all baths should be high purity copper that is oxide free. Anodes can be copper slabs or copper nuggets in titanium baskets. Anode bags are not recommended. Anode to cathode ratio should be 2:1. Copper pyrophosphate baths tend to build orthophosphate (HPO42—) concentration by the hydrolysis of pyrophosphate.Small amounts of orthophosphate are not harmful; however, higher concentrations in excess of 100.0 g/L (13.3 oz/gal) may cause banded deposits with decreased plating range and conductivity in the standard plating baths. In the printed circuit bath, the orthophosphate concentration should not be allowed to exceed 40.0-60.0 g/L (5.5-8.0 oz/gal) because, beyond this point, there is a decrease in both the throwing power of the solution and ductility of the deposit. Orthophosphate concentration is lowered by dilution or replacement of the bath. The anode and cathode efficiencies of copper pyrophosphate baths are essentially 100%. Maximum agitation is required for the best results. When using air agitation, the volume of air required should be 1 to 1.5 times the surface area to be plated. |
آندها برای کلیه حمام ها باید از جنس مس خالص و فاقد اکسید شدگی باشند. آندها می توانند از نوع ورقهای مس یا قطعات مس در سبدهای تیتانیوم باشند. کیسه های آند توصیه نمی شوند. نسبت آند به کاتد باید 2 به 1 باشد. حمام های پیروفسفات مس، از طریق هیدرولیز پیروفسفات، اورتوفسفات (HPO42-) غلیظ تولید می کنند. مقادیر کم ارتو فسفات مشکلی ایجاد نمیکند، با این حال، غلظتهای بیش از 100 گرم بر لیتر ممکن است باعث رسوبات بتونه با کاهش دامنه پوشش و هدایت در حمام های استاندارد شود. بازده آندی و کاتدی حمام های مس پیروفسفاتی عموما 100% است. در حمام مدار چاپی، غلظت ارتو فسفات نباید از 40 تا 60 گرم بر لیتر تجاوز کند، زیرا در غیر اینصورت باعث کاهش قدرت پرتاب محلول و تردی پوشش می شود. غلظت ارتو فسفات را با رقیق کردن محلول و یا تعویض آن میتوان کاهش داد. برای دستیابی به بهترین نتیجه لازم است محلول حداکثر تلاطم را داشته باشد. هنگام استفاده از همزن هوا، حجم هوای مورد نیاز باید 1 تا 1.5 برابر سطح پوشش شونده باشد. در برخی موارد برای تلاطم محلول از اولتراسونیک نیز استفاده می شود. |
|
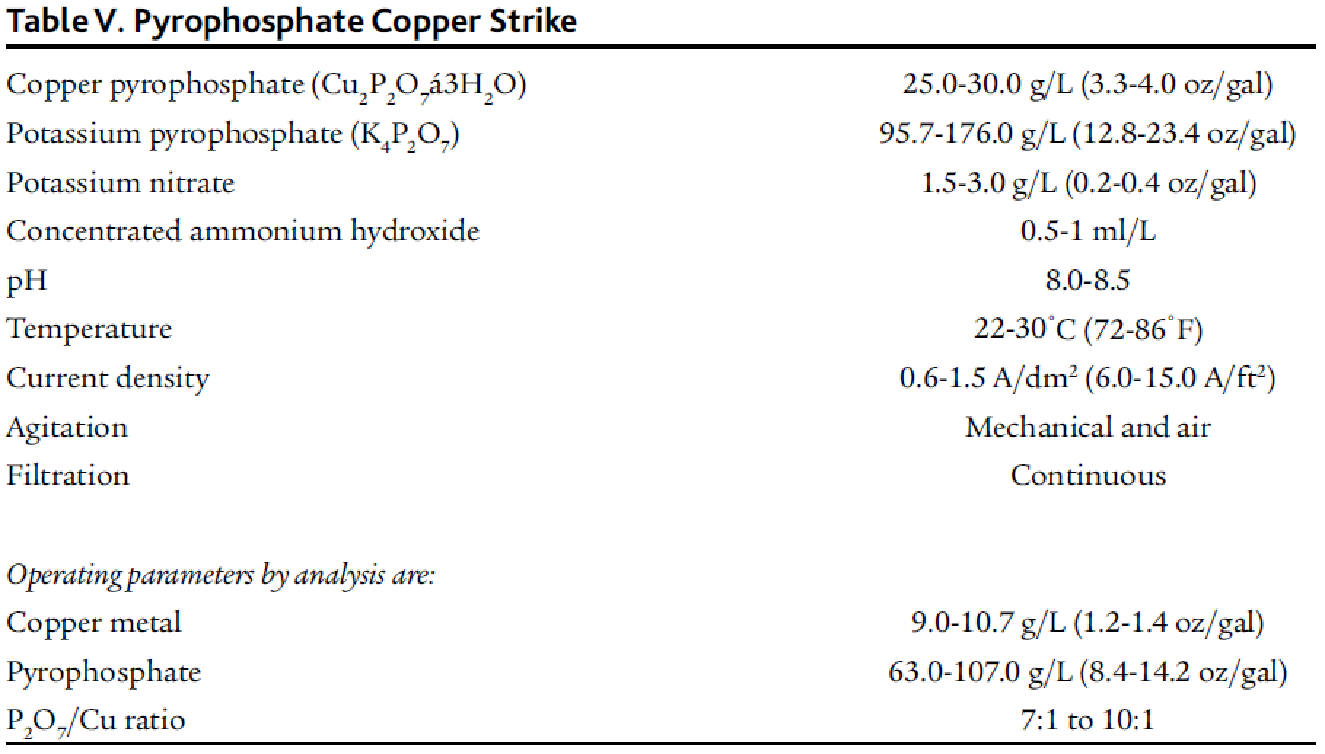
Strike Copper pyrophosphate plating baths can form immersion coatings, similar to acid copper, on steel and zinc die castings, and cause poor adhesion. A cyanide- or pyrophosphate-copper strike is used for steel, and a cyanide strike for zinc is recommended. The pyrophosphate-copper strike is a diluted version of the plating bath, which can have a P2O7/Cu ratio of 10:1 or higher. A typical formulation would be as shown in Table V. |
استریک حمام های آبکاری مس پیروفسفاتی می توانند پوشش های غوطه وری، شبیه به مس اسیدی، بر روی فولاد ریخته گری شده و فلز روی تشکیل دهند و باعث چسبندگی ضعیف شوند. برای فولاد، استریک مس سیانیدی یا پیرو فسفاتی و برای روی، استریک سیانیدی پیشنهاد می شود. استریک مس پیروفسفاتی، دروقع همان فرم رقیق شده حمام پیروفسفاتی است که نسبت پیروفسفات به مس آن می تواند 10 به 1 و یا بالاتر باشد. یک فرمولاسیون عمومی از این دست در جدول 5 آورده شده است. |
|
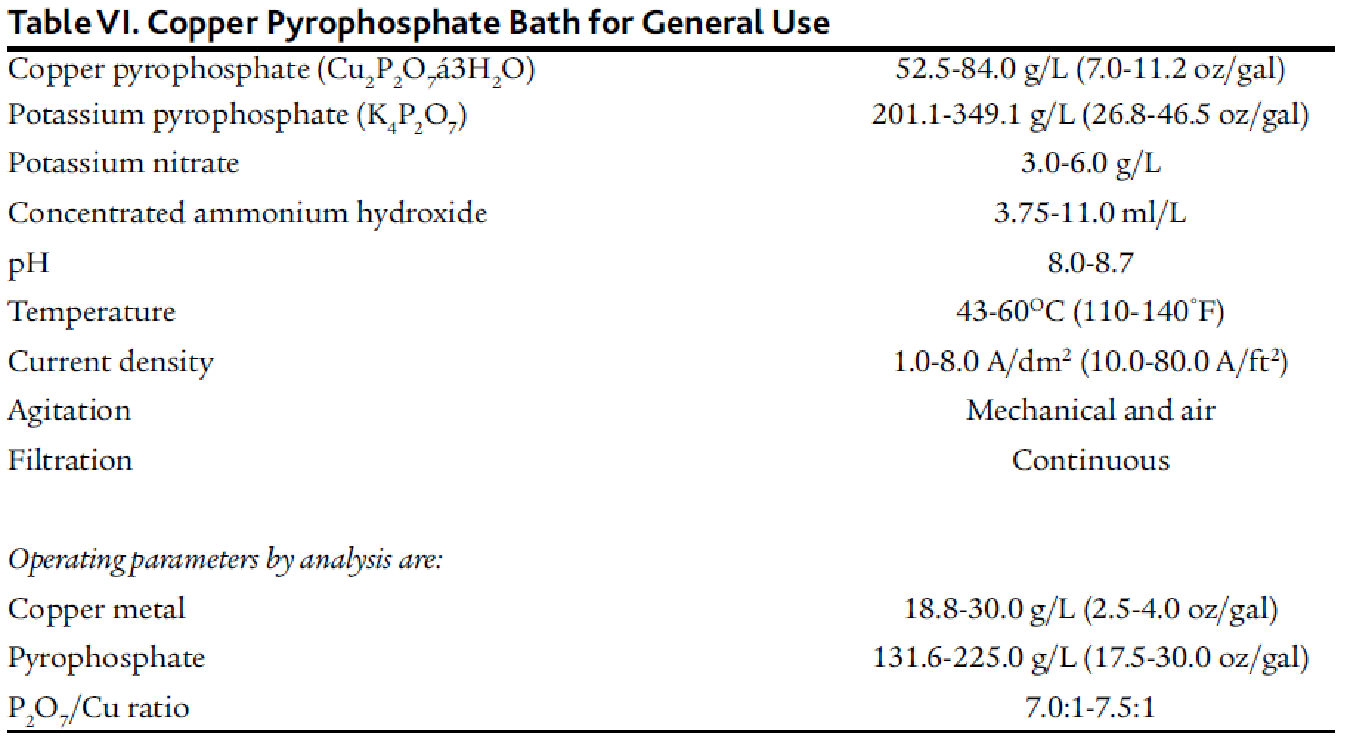
Typical Pyrophosphate Bath The copper pyrophosphate bath formulation in Table VI can be used for all plating applications except printed circuits. Current interruption or periodic reverse current can further refine the grain structure. |
حمام پيروفسفات معمولی فرمول حمام پیروفسفات مس در جدول 6 می تواند برای تمام کاربردهای پوشش به جز مدار چاپی استفاده شود. با استفاده از جریان منقطع یا جریان معکوس دوره ای امکان اصلاح ساختار دانه بندی پوشش بیشتر می شود. |
|
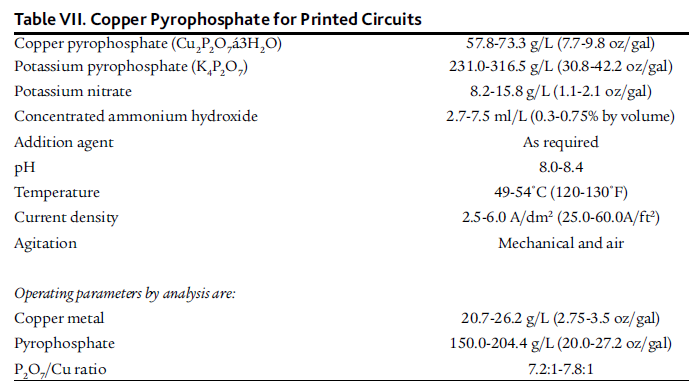
Printed Circuit Bath The use of nonproprietary or proprietary additives that improve the throwing power and ductility of deposit is recommended for printed circuit application. A typical formulation is shown in Table VII. Copper pyrophosphate baths are sensitive to contamination, especially organic contamination, and are made from purified liquid concentrates. |
حمام مدار چاپی استفاده از مواد افزودنی غیر اختصاصی یا اختصاصی که باعث افزایش قدرت پرتاب و انعطاف پذیری پوشش می شوند، برای کاربرد مدار چاپی توصیه می شود. یک فرمولاسیون عمومی در این مورد در جدول 7 آورده شده است. حمام های پیروفسفاتی مس به آلودگی، به ویژه آلودگی آلی حساس هستند و از مواد کنسانتره مایع خالص ساخته می شوند. |
|
Maintenance and Control Constituents Ammonia aids in anode corrosion and acts as a grain refiner. Ammonia is replenished daily because of evaporation loss. Nitrate increases the high current density plating range and is a cathode depolarizer. The pH is controlled by using pyrophosphoric acid or potassium hydroxide as required. |
حفظ و نگهداری اجزا آمونیاک به خوردگی آند کمک می کند و به عنوان پالاینده دانه بندی عمل میکند. آمونیاک به دلیل اینکه توسط تبخیر از دسترس محلول خارج می شود لذا باید روزانه شارژ شود. نیترات باعث افزایش دامنه دانسیته جریان بالای آبکاری شده و مانع قطبش پذیری کاتد می شود. در صورت نیاز به تنظیم و کنترل pH از پیروفسفریک اسید یا پتاسیم هیدروکسید استفاده شود. |
|
Temperature Operating the baths above 60°C (140°F) causes the rapid hydrolysis of pyrophosphate to orthophosphate. |
دما اگر دمای حمام بالای 60 درجه سانتی گراد باشد هیدرولیز پیروفسفات به ارتو فسفات تسریع می شود. |
|
Agitation Copper pyrophosphate baths need vigorous agitation for a normal operating current density plating range. The most common form used is air agitation, by itself or in combination with mechanical agitation. Ultrasonic and solution jet agitation can also be used. |
تلاطم حمام های مس پیروفسفاتی برای اینکه عملکرد نرمالی در محدوده دانسیته جریان خود داشته باشند به تلاطم شدید نیاز دارند. رایج ترین شیوه جهت ایجاد تلاطم کافی در محلول استفاده از جریان هوا به تنهایی یا به صورت ترکیب با هم زدن مکانیکی است. در پاره ای موارد از اولتراسونیک و تحریک محلول توسط جت نیز استفاده می شود. |
|
Contaminants Copper pyrophosphate baths are sensitive to organic contamination such as oil, breakdown products, or organic addition agents. Organic, cyanide, and lead contamination can cause dull, nonuniform deposits with a narrow plating range. Carbon treatment will remove organic contamination and treating with hydrogen peroxide or potassium permanganate before carbon treatment will remove cyanide and severe organic contamination. Lead can be removed by dummying. |
آلودگی حمام های مس پیرو فسفاتی به آلودگی های آلی مانند روغن، محصولات حاصل از تجزیه و یا مواد افزودنی آلی حساس هستند. آلاینده های آلی، سیانیدی و سربی می توانند رسوبات زبر و غیر یکنواخت را با محدوده پوششی باریک ایجاد کنند. عملیات کربن زدایی آلودگی ارگانیک را حذف و فراورش با پراکسید هیدروژن یا پرمنگنات پتاسیم پیش از عملیات کربن زدایی باعث حذف سیانید و آلودگی شدید آلی خواهد شد. آلودگی سرب را نیز میتوان از طریق dummyng حذف کرد. |
|
Orthophosphate In addition to high temperature, localized overheating or too low a pH can cause the rapid buildup of orthophosphate. |
ارتوفسفات علاوه بر دمای بالا، بالا رفتن دمای محلول بصورت محلی یا pH بسیار پایین نیز می توانند جزو عواملی باشند که منجر به تسریع تشکیل ارتو فسفات می شوند. |
|
OTHER ALKALINE BATHS There has been work on the development of other types of alkaline, noncyanide copper plating baths; but their use in industry has been too specialized or limited to discuss at this time. |
سایر حمام های قلیایی تاکنون تلاش های بسیاری جهت توسعه سایر حمام های آبکاری مس قلیایی غیر سیانیدی انجام شده است. اما استفاده از آنها در صنعت بیش از حد تخصصی بوده و یا به حدی محدود هستند که در این زمان جای بحث آنها نیست. |
|
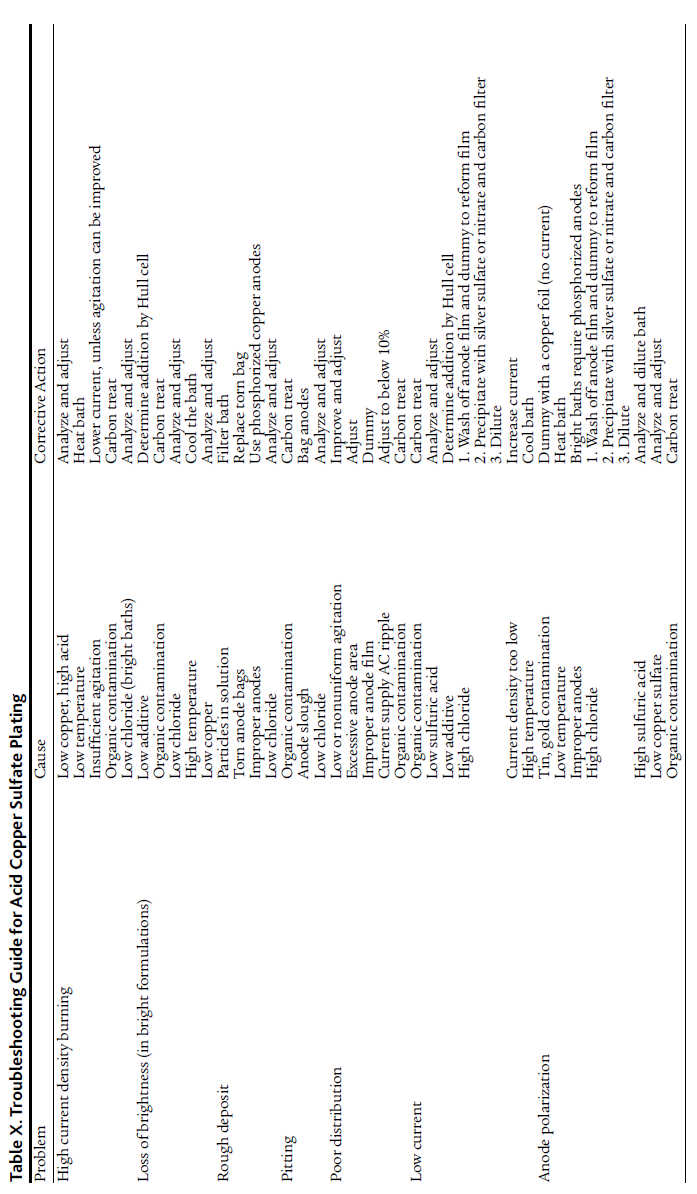
COPPER SULFATE BATHS Copper sulfate baths are economical to prepare, operate, and waste treat. They are used in printed circuits, electronics, semiconductor, rotogravure, electroforming, decorative, and plating-on-plastics applications.The chemistry of the solution is simple, with copper sulfate and sulfuric acid forming the ionized species in solution. The baths are highly conductive. Previous problems with throwing power have been overcome with the advent of the modern high throw formulations and additives. Steel parts must be cyanide copper- or nickel-plated in strike formulations to prevent immersion coatings and poor adhesion. Zinc die castings and other acid sensitive metals must have sufficient deposit to prevent attack by the sulfuric acid. The baths are operated at room temperature for most applications. Anodes should be phosphorized (0.02-0.08% by weight phosphorus), oxide-free, high-purity, rolled copper. Copper anode nuggets in titanium baskets can be used. Anodes should be bagged. The anode current density should range from 15 to 30 A/ft2.Excessively high current densities can cause the anode to lose its black, protective film and cause rough deposits; excessively low current densities can cause copper sulfate buildup, which can cause a reduction in throwing power, and a thick anode film, which can reduce the anode’s conductivity. Anode and cathode efficiencies are essentially 100%. Since copper sulfate plating has become of major importance to the industry, a troubleshooting guide is given in this section (see Table X). |
حمام مس سولفاتی حمامهای مس سولفاتی از نظر تهیه، عملکرد و هزینه تصفیه پساب اقتصادی هستند. این حمامها برای مدارهای چاپی، قطعات الکترونیکی، نیمه هادیها، تهیه غلطکهای گراور، الکتروفرمینگ، موارد تزئینی و آبکاری روی پلاستیک استفاده می شوند. شیمی محلول ساده است و با استفاده از سولفات مس و سولفوریک اسید که تشکیل گونه های یونیزه در محلول را میدهند، تهیه می شود. این نوع حمام ها از هدایت بالایی برخوردارند. مشکلات قبل که مربوط به قدرت پرتاب محلول می شد توسط فرمولاسیونهای جدید و مواد افزودنی به خوبی مرتفع شده اند. برای جلوگیری از پوششهای غوطه وری و چسبندگی ضعیف، قطعات فولادی باید پیش از ورود به محلولهای با فرمولهای استریک توسط حمام مس سیانیدی یا نیکل آبکاری شوند. روی ریخته گری شده و سایر فلزات حساس به اسید باید به اندازه کافی پوشش داشته باشند تا مانع حمله سولفوریک اسید به سطح فلز شوند. دمای کاری این حمام برای اکثر کاربردها در دمای اتاق است. آندها باید فسفردار شده (0.02-0.08٪ فسفر)، فاقد هرگونه اکسید شوندگی، خلوص بالا، مس نورد باشند. قطعات مس در سبدهای تیتانیومی نیز قابل استفاده هستند. آندها باید بسته بندی شده باشند. دانسیته جریان آند باید بین 15 تا 30 آمپر بر فوت مربع باشد. دانسیته جریانهای بیش از حد بالا باعث از بین رفتن فیلم سیاه محافظ روی آند می شود که همین مسئله منجر به زبر شدن پوشش می شود. از طرفی پایین بودن بیش از حد دانسیته جریان باعث ایجاد سولفات مس می شود که می تواند موجب کاهش قدرت پرتاب محلول و تشکیل فیلم آندی ضخیم شود که نهایتا باعث کاهش هدایت آندی می شود. بازده های آندی و کاتدی عموما در این فرایند 100% هستند. از آنجایی که پوشش سولفات مس بعنوان یک پوشش مهم در صنعت تبدیل شده است، لذا راهنمای عیب یابی مربوط به این فرایند در این بخش ارائه شده است (جدول 10 را ببینید). |
|
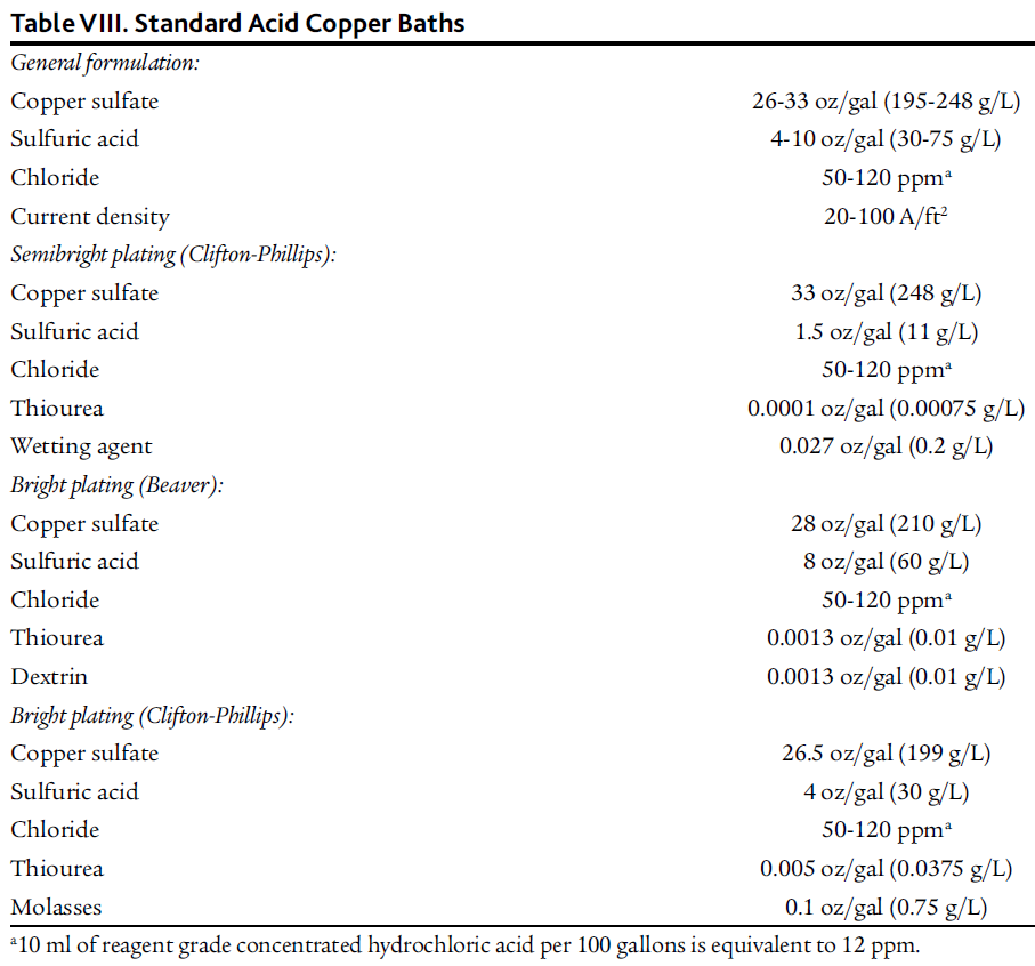
Standard Acid Copper Plating Table VIII lists the standard formulations for copper sulfate baths. Air agitation or solution sparging with or without mechanical agitation, is recommended. |
استاندارد آبکاری مس اسیدی در جدول 9 فرمول بندی استاندارد برای حمام سولفات مس فهرست شده است. برای متلاطم ساختن و یا مخلوط کردن محلول پیشنهاد می شود از جریان هوا به تنهایی و یا به همراه با هم زدن مکانیکی استفاده شود. |
|
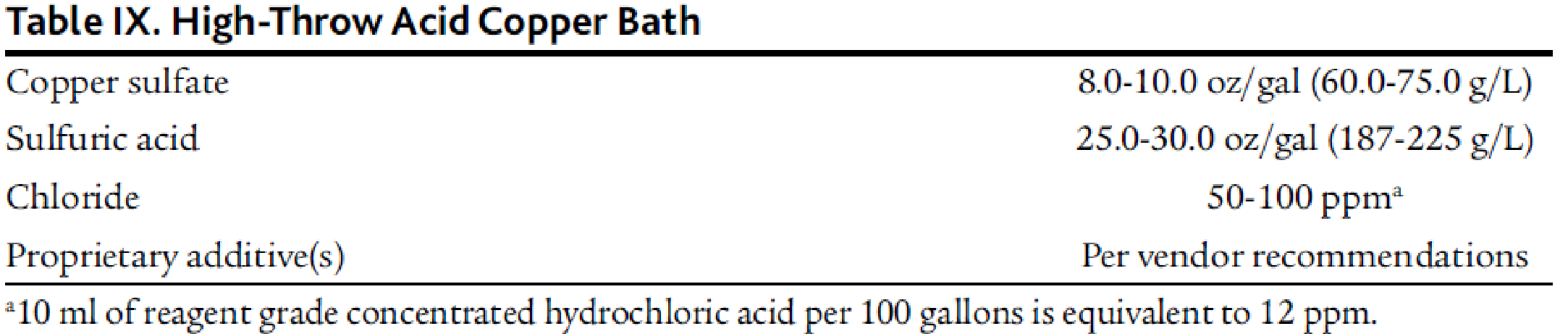
High-Throw Bath The formulation shown in Table IX is used in printed circuit, barrel plating, and other applications where high throwing power is required. For circuit board plating, copper is most commonly plated following an electroless copper metallization of the through holes. Recently, a number of technologies have been developed that replace the electroless copper with other means of imparting conductivity to the through holes. They fall into two general categories: carbon-based and palladium-based systems. They use conventional acid copper sulfate electrolytes to plate up through the holes.Pulse and periodic reverse plating are being used to improve throwing power, deposit characteristics, and productivity with the development of specialized additives. New additives have been developed with DC current to maintain throwing power at higher cathode current densities, improving productivity. |
حمام های با قدرت پرتاب بالا از فرمولاسیون نشان داده شده در جدول شماره 9 عموما در مدار چاپی، آبکاری بارل و سایر کاربردهایی که به قدرت پرتاب زیادی نیاز است استفاده می شود. برای پوشش صفحات مدار، ابتدا توسط فرایند الکترولس قطعه فلزی شده سپس از طریق خلل و فرج روی سطح، آبکاری مس انجام میگیرد. به تازگی، تعدادی از فناوری ها توسعه داده شده است که مس الکترولس را با سایر روشهای انتقال هدایت از طریق خلل و فرج سطح جایگزین می کند. این روشها به دو دسته کلی تقسیم می شوند: سیستمهای بر پایه کربن و پالادیوم. در این موارد از الکترولیتهای معمولی مس اسیدی برای آبکاری حفرات استفاده می شود. برای بهبود قدرت پرتاب، ویژگی های پوشش و بهره مندی از مواد افزودنی تخصصی توسعه یافته از آبکاری به روش پالسی و متناوب استفاده می شود. مواد افزودنی جدید با جریان DC توسعه یافته اند تا بتوانند قدرت پرتاب را در دانسیته جریانهای کاتدی بالاتر افزایش دهند و بهره وری را افزایش دهند. |
|
Bath Preparation Baths can be made by dissolving copper sulfate in water and then adding sulfuric acid. Carbon treatment is recommended. Cooling to room temperature is recommended prior to adding proprietary additives. Baths can also be made using either purified liquid copper sulfate (generally around 36 oz/gal as copper sulfate pentahydrate) or commercial premade solutions without the organic additives. Carbon polishing is recommended prior to adding proprietary additives. |
آماده سازی حمام این حمام ها با حل کردن سولفات مس در آب و سپس اضافه کردن سولفوریک اسید تهیه می شوند. عملیات کربن زدایی در این مورد پیشنهاد می شود. توصیه می شود پیش از اضافه کردن مواد افزودنی اختصاصی، محلول تا دمای اتاق خنک شود. حمام ها همچنین می توانند با استفاده از سولفات مایع خالص (به طور کلی حدود 36 اونس / گالن به عنوان سولفات مس 5 آبه) یا محلول های از پیش آماده تجاری بدون افزودنی های آلی ساخته شوند. بهتر است قبل از اضافه کردن مواد افزودنی اختصاصی پرداخت کربن انجام بگیرد. |
|
Maintenance and Control Constituents Copper sulfate is the source of copper ions in solution. Because the anode and cathode efficiencies normally are close to 100%, the anodes replenish the copper ions so that the copper concentration remains fairly stable in solution.The sulfuric acid increases the conductivity of the solution and reduces the anode and cathode polarization. It prevents precipitation of basic salts and improves throwing power. In high throw formulations, the weight ratio of copper metal to sulfuric acid should be maintained at less than 1:10. To further enhance the throwing power, the copper sulfate may be reduced to 6.0-8.0 oz/gal (45.0-60.0g/L) to give metal-to-acid ratios as high as 1:30. This may be useful in plating high aspect ratio printed circuit boards; however, the lower copper content decreases the allowable plating current densities and increases the plating times. Copper sulfate is reduced in concentration in high throw formulations to prevent common ion precipitation effects as the sulfuric acid is increased. Sulfuric acid concentrations above 11% by volume begin to reduce cathode efficiency. Chloride ion, in bright and high throw baths, reduces anode polarization and eliminates striated deposits in the high current density areas. |
نگهداری و کنترل اجزا سولفات مس منبع تامین یونهای مس در محلول است. از آنجایی که بازده آند و کاتد عموما نزدیک به 100% است، آندها یونهای مصرفی مس را تقریبا به طور کامل تامین می کنند لذا غلظت یون های مس در طول فرایند همواره ثابت است. سولفوریک اسید هدایت محلول را افزایش می دهد و پلاریزاسیون آند و کاتد را کاهش می دهد. این مسئله مانع از ترسیب نمکهای پایه شده و قدرت پرتاب محلول را بهبود می بخشد. در فرمولهای با قدرت پرتاب بالای محلول، نسبت وزن فلز مس به سولفوریک اسید باید کمتر از 1 به 10 تنظیم شود. برای بالاتر بردن بیشتر قدرت پرتاب، سولفات مس باید تا حد 45 تا 60 گرم بر لیتر کاهش یابد و نسبت فلز به اسید به میزان 1 به 30 برسد. این نسبت بالا میتواند در آبکاری صفحات مدار چاپی نسبتا مفید واقع شود؛ با این حال، هرچه محتوای مس پایین تر باشد باعث می شود تا دانسیته جریان مجاز کاهش یابد و از طرفی زمان پوشش دهی افزایش می یابد. غلظت سولفات مس در فرمولاسیون های مربوط به محلولهای با قدرت پرتاب بالا کاهش می یابد تا مانع ترسیب یون ناشی از افزایش مقدار سولفوریک اسید شود. سولفوریک اسید در غلظت های بالای 11% حجمی بازده کاتدی را کاهش می دهد. یون کلرید، در حمام های براق و با قدرت پرتاب بالا، پلاریزه شدن آند را کاهش می دهد و رسوب های رشته ای را در مناطق با دانسیته جریان بالا حذف می کند. |
|
Temperature These baths are operated at room temperature for the majority of applications. If the temperature is too low, cathode efficiency and plating range will be reduced. Baths used where bright deposits in the low current density are not required may be operated at temperatures as high as 50°C (120°F) to increase the plating range in electroforming, printed circuit, or rotogravure applications. |
دما این حمام ها برای اکثر کاربردها در دمای اتاق عمل می کنند. اگر دما خیلی پایین باشد، بازده کاتدی و محدوده آبکاری کاهش خواهد یافت. اگر براقیت پوشش در در دانسیته جریانهای پایین حائز اهمیت نباشد می توان برای بالا بردن محدوده پوشش دهی در الکتروفرمینگ، مدارهای چاپی یا کاربردهای غلطکهای گراور، آبکاری را در دمای 50 درجه سانتی گراد انجام داد. |
|
Agitation Air, mechanical, solution jet, or rotating work agitation can be used. The more vigorous the agitation, the broader the allowable plating current density. |
تلاطم محلول برای به تلاطم در آوردن محلول میتوان از جریان هوا، هم زدن مکانیکی، جت محلول، و حرکت دادن قطعه کار استفاده کرد. هر چه تلاطم محلول بیشتر باشد، محدوده دانسیته جریان گسترده تر خواهد بود. |
|
Contaminants Organic contaminants are the ones most commonly dealt with in acid copper plating. Major sources are decomposition products of brighteners, drag-in of previous process chemistries, tank liners, unleached anode bags, stop-offs, resists, and impure salts or acid. Contaminants will adversely affect the appearance and the physical properties of the deposit.A green coloration of the bath indicates significant organic contamination. Organic impurities are removed by treatment with activated carbon. In cases of severe contamination, potassium permanganate, hydrogen peroxide, or even bleach, if the chloride ion is monitored, may be necessary to break down the organics so that the activated carbon can effectively remove them. Carbon itself may contaminate or have no effect if the activated carbon was not designed for use in high acid baths. Cellulose filter aids should not be used. Some common metallic contaminants and their effects are as follows: |
آلاینده ها یکی از مهمترین آلودگی های محلولهای مس اسیدی مربوط به آلاینده های آلی می شود. عمده ترین منابع آلودگی هم مربوط می شود به محصولات حاصل از تجزیه براقی ها، وارد شدن مواد شیمیایی داخل وان از مراحل قبل، پوششهای (پلیمری) داخل آنها، کیسه های باز نشده آند، درپوشها، مقاومتها و نمک ها یا اسیدهای ناخالص. سبز شدن رنگ محلول دلالت بر آلودگی وان به ترکیبات آلی دارد. آلاینده ها بر روی ظاهر و خواص فیزیکی پوشش تاثیر منفی خواهند داشت. ناخالصی های آلی با استفاده از کربن فعال قابل حذف هستند. در موارد آلودگی شدید، ممکن است برای تجزیه مواد آلی لازم باشد تا از پرمنگنات پتاسیم، پراکسید هیدروژن و یا حتی آب ژاول، اگر یون کلرید تحت نظارت باشد، استفاده شود تا این مواد به ترکیبات ساده تر تبدیل شوند که کربن فعال بتواند آنها را به طور موثر دفع کند. در صورت استفاده از خود کربن بجای کربن فعال احتمال آلودگی وان یا عدم تاثیر بر پاکسازی در حمام های با میزان اسید بالا وجود دارد. برای این منظور نباید از فیلترهای سلولزی استفاده شود. برخی از آلاینده های معمول فلزی و اثرات آنها به شرح زیر است: |
|
Antimony (10-80 ppm): rough, brittle deposits. Gelatin or tannin added to the bath will inhibit its codeposition. Arsenic (20-100 ppm): same as antimony. Bismuth: same as antimony. Cadmium (>500 ppm): can cause an immersion deposit and polarization of the anode during idle time. Can tie up chloride ions. Iron (>1,000 ppm): reduces bath conductivity and throwing power. Nickel (>1,000 ppm): same as iron. Selenium (>10 ppm): anode polarization, roughness. Tellurium (>10 ppm): same as selenium. Tin (500-1,500 ppm): immersion deposits and polarization of anodes during idle time. Zinc (>500 ppm): same as cadmium. A guide for troubleshooting acid copper baths is given in Table X. |
آنتیموان (10 تا 80 ppm): رسوبات زبر و شکننده. اضافه شدن ژلاتین یا تانن به حمام مانع هم رسوبی می شود. آرسنیک (20-100 ppm): همانند آنتیموان. بیسموت: همانند آنتیموان. کادمیوم (> 500 ppm): می تواند باعث پوشش غوطه وری و پلاریزاسیون آند در طول زمان غیرفعال بودن وان شود، می تواند به یونهای کلرید بچسبد. آهن (> 1000 ppm): هدایت حمام و قدرت پرتاب را کاهش می دهد. نیکل (> 1000 ppm): مشابه آهن است. سلنیوم (> 10 ppm): قطبش آند، زبری. تلوریم (> 10 ppm): همانند سلنیوم است. قلع (500-1،500 ppm): می تواند باعث پوشش غوطه وری و پلاریزاسیون آند در طول زمان غیرفعال بودن وان شود. روی (> 500 ppm): همانند کادمیوم است. راهنمای عیب یابی وان حمام اسیدی در جدول 10 ارائه شده است. |
|
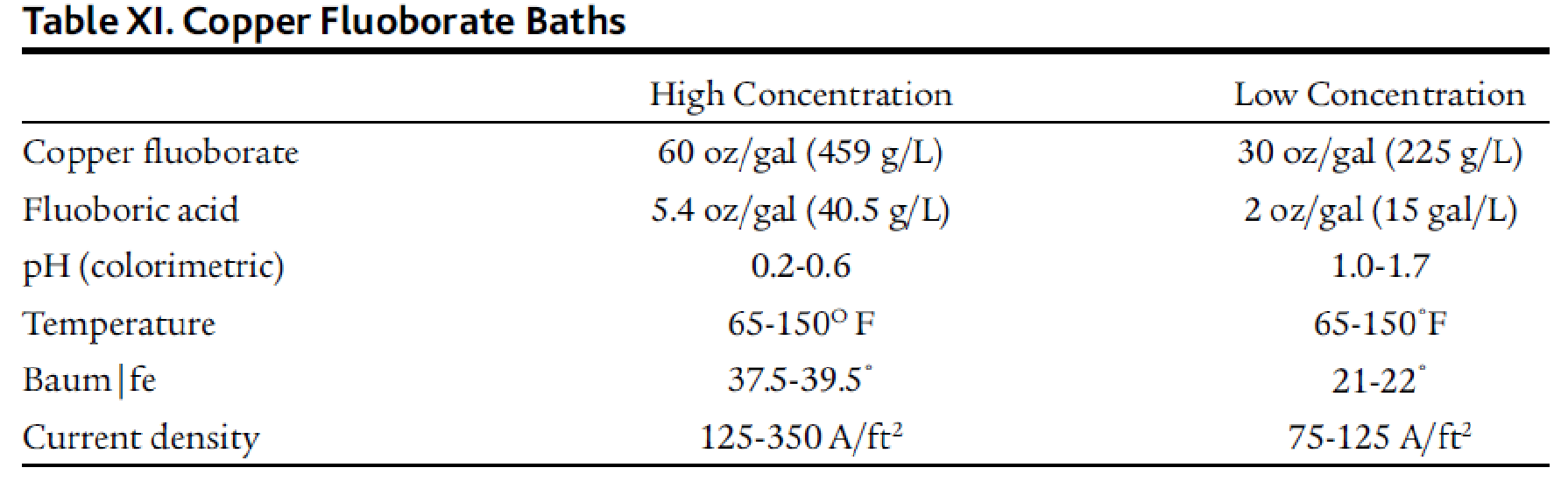
COPPER FLUOBORATE BATH This bath allows the use of high current densities and increased plating speed, as copper fluoborate is extremely soluble and large amounts can be dissolved in water. The main drawback is its corrosivity, consequently, construction materials are normally limited to hard rubber, polypropylene, polyvinyl chloride (PVC), and carbon/Karbate. In all other aspects, the copper fluoborate bath is similar to copper sulfate plating. The anodes should be high-purity copper that is oxide free. Anode bags should be made of Dynel or polypropylene. Normally, the bath is made up with copper fluoborate concentrate (1.54 g/ml or 50.84OB|fe), which contains 92.0 oz/gal cupric fluoborate (26.9% by weight copper metal), 1.4 oz/gal fluoboric acid, and 2 oz/gal boric acid (to prevent the formation of free fluoride due to fluoborate hydrolysis).The fluoboric acid (1.37 g/ml or 39.16°B typically contains 90 oz/gal of fluoboric acid and 0.9 oz/gal of boric acid. Typical formulations for copper fluoborate baths are given in Table XI. |
حمام مس فلوبوراتی این حمام اجازه استفاده از دانسیته جریان بالا و افزایش سرعت پوشش را میدهد، زیرا فلوبورات مس بسیار محلول است و مقادیر زیادی از آن در آب حل می شود. اشکال اصلی این حمام مربوط به خوردگی آن است، در نتیجه، وانهای قابل استفاده برای این حمام محدود می شوند به لاستیک سخت، پلی پروپیلن، پلی وینیل کلراید (PVC) و کربن / کربات. در سایر موارد، حمام فلوبورات مس مشابه همتای سولفاتی خود می باشد. آندها باید از جنس مس با خلوص بالا و فاقد هرگونه اکسید شوندگی باشند. کیسه های آندا باید از دینل یا پلی پروپیلن ساخته شوند. عموما حمام از کنسانتره فلوبورات مس (1.54 گرم بر میلی لیتر) که حاوی 92.0 اونس بر گالن فلوبورات مس( 29.9% وزنی فلز مس)، 1.4 اونس بر گالن فلوبوریک اسید و 2 اونس بر گالن بوریک اسید ( برای جلوگیری از تشکیل فلوراید آزاد به دلیل هیدرولیز فلوبورات) ساخته شده است. فلوبوریک اسید (1.37 گرم بر میلی لیتر حاوی 90 اونس بر گالن فلوبوریک اسید و 0.9 اونس بر گالن بوریک اسید است). فرمولاسیون عمومی برا ی حمام فلوبورات مس در جدول 11 آورده شده است. |
|
Maintenance and Control Contaminants Organic contaminants can affect the deposit appearance/uniformity and mechanical properties, especially ductility. These can be removed by carbon treatment. Cellulose filter aids, free of silica, can be used. These baths are often carbon filtered continuously. Lead is the only common metallic contaminant that causes problems, and it can be precipitated with sulfuric acid. |
کنترل و نگهداری آلایندگی آلاینده های آلی می توانند ظاهر / یکنواختی و خواص مکانیکی، بویژه سختی پوشش را تحت تأثیر قرار دهند. این بخش از آلایندگی را میتوان با کربن زدایی مرتفع نمود. در این مورد می توان از فیلترهای سلولزی بدون سیلیس استفاده نمود. در این حمام ها عموما بطور پیوسته فیلتراسیون کربن انجام میگیرد. معمولا تنها آلودگی فلزی در این حمام ها مربوط به سرب است که توسط سولفوریک اسید قابل ترسیب است. |
|
Additives Normally, no organic additives are used. Molasses can harden deposits and minimize edge effects. Some of the same additives (e.g., acetyl cyanamide) used for copper sulfate baths can also be used with the fluoborate formulations |
مواد افزودنی معمولا هیچ ترکیب آلی تحت عنوان افزودنی به این وانها اضافه نمی شود. ملاسها می توانند باعث سختی پوشش شوند و اثرات لبه کار را به حداقل برسانند. بعضی از مواد افزودنی (مثل استیل سینامید) که برای حمام های سولفات مس استفاده می شود نیز می توانند در فرمولاسیون فلوبورات استفاده شوند. |
|
reference: Metal Finishing |
|
|
prepared by research and development Unit Of Jalapardazan (JP) June 2018 By MJPhd |
تهیه شده در واحد پژوهش و گسترش جلاپردازان پرشیا (JP) تیر 1397 گردآوری و ترجمه: دکتر م.ج |
|
گرد آوری و ترجمه و تدوین : دانش آموخته دکتری شیمی آلی- مهندسی پلیمر دانشگاه شهید مدنی آذربایجان-دانشگاه صنعتی سهند، تبریز- ایران دانش آموخته کارشناسی ارشد شیمی آلی دانشگاه الزهرا (س)-تهران-ایران دانش آموخته کارشناسی شیمی کاربردی دانشگاه تبریز، تبریز- ایران |
Dr. M.J Phd graduated, Organic chemistry- Polymer Engineering Azarbiaijan Shahid Madani University, Tabriz, Iran- Sahand University of Technology, Tabriz, Iran
Alzahra university, Tehran, Iran
Tabriz university, Tabriz, Iran |

