شنبه تا پنجشنبه : 17 - 8
تهران - شهرک صنعتی باباسلمان
شهریار، شهرک صنعتی باباسلمان، خیابان صنعت
استفاده از فیلتراسیون برای کاهش موانع بر سر راه آبکاری با کیفیت بالا
آیا علت یک آبکاری خوب فلزات سنگین استفاده از سنباده و براق کردن آنها است؟ و یا به علت محلول های مناسب و تکنیک های مناسب آزمایشگاهی است که فرآیند را آنالیز کرده و سبب می شود که به خوبی پیش روند ؟
البته مواردی از نتایج شکست خورده نیز وجود دارد و لکه های براقی بر روی گلگیر دوچرخه یا شیر حمام و موارد دیگر دیده می شود. چطور می توان یک آبکاری با کیفیت بالا انجام داده ؟ مواد شیمیایی بهتر ؟ مواد خام و آندهای خالص تر ؟ مواد افزودنی بهتر ؟ این موارد همگی نقطه ی شروع یک آبکاری موفق است البته باید یک محلول یکنواخت الکترولیت یا الکترولس را نیز به عنوان یکی از موارد کلیدی یک آبکاری خوب در نظر گرفت. تنظیمات محلول روز به روز ، ساعت به ساعت و لحظه به لحظه چک شود . کنترل آماری کیفیت مشخص می کند که شرایط محلول آبکاری به طرز دقیقی احتیاج به کنترل دارد و باید در تمام مدت آبکاری در این شرایط نگه داشته شود. آبکاران باید ذرات ناخالصی در غلظت (برمیلیون) را تشخیص دهند و به این صورت کیفیت آبکاری تضمین می شود.
روش های مختلفی برای فیلتراسیون ، خالص سازی محلول با کربن وجود دارد . برای بیشتر بخش ها لایه های لجن ، کربنات و براق کننده های فوق اشباع در ته مخزن های قلیایی سیانیدی روی و یا محلول های تیره مس نیکل ، نقره و یا کادمیوم وجود دارد .
معمولا آبکاری در محلول های به اندازه کافی تمیز صورت می گیرد.موضوع مطرح شده ، اهمیت استفاده از گریدهای مختلف و مزایای افزایش سرعت های جریان برای جداسازی ذرات از مخزن آبکاری را در بر می گیرد . در این کار برخی از روش های جداسازی ذرات را مطرح می کند.
شروع کار با تمیز کننده ها
توجه ویزه به چرخه ی تمیز کردن بهترین نقطه برای شروع کار است. حتی در بخش های پلاستیکی که ظاهرا تمیز به نظر می رسد ممکن است ذرات سیلیکونی را از سطح خود آغاز کنند بنابراین تمیز کردن صحیح با تلاطم شدید مخزنی که پیش تر حالت ساکن داشته می تواند موثر باشد . فیلتر کردن پاک کننده ها با مش بزرگ ، ذرات جامد با ظرفیت نگه داری و طول عمر پاک کنندگی بیشتر را افزایش خواهد داد . اگر یک لایه ی چربی تشکیل شود با آهسته خالی کردن و کف گیری محلولی که هنوز متلاطم نشده است ، جدا خواهد شد . علاوه بر این چربی با بهم آمیختن مش ها چربی های غیر محلول را از پاک کننده های آبی جدا خواهند کرد. متعاقبا چربی گیری الکتریکی محلول ها با اضافه کردن مقداری کربن برای جذب چربی با شستشو های مختلف نیز دنبال می گردد . در جهت احتیاط نهایی ، شستشوی ابتدایی برای جداکردن نمک های حل شونده ، نیازمند تبادل یون است . اسمز معکوس زمانی که همچنان نمک ها در چرخه ی آب شستشو وجود داشته باشند ، مورد نیاز است . کف گیری بر روی پمپ برای جلوگیری و به حداقل انتقال آلاینده های سطحی از یک مخزن به مخزن دیگر ضروری است.
آندها و جریان هوا
هم اکنون از ورود حدود 60-50 درصد مواد جامد و سایر ناخالصی ها به داخل مخزن آبکاری جلوگیری می شود . علاوه بر این کیفیت آندها و آب و مواد شیمیایی نیز باید در نظر گرفته شود . حتی هوایی که به سوی هواکش ها مکیده می شود می تواند ناخالصی های جامدی را بر جای بگذارند . همچنان هوا جهت تلاطم ذرات نامحلول که ممکن است به داخل مخزن برود ، به کار می رود . هوا همچنین برای حمل بخار از فرآیندی بر فرآیند دیگر نیز به کار می رود که ممکن است توسط عوامل خیس کننده به داخل محلول آبکاری جذب شود .
تلاطم بدون هوا
روش دیگر محلول آبکاری استفاده از پمپ های سانتری فیوژ جریان بالاست که محلول را از مخزن کشیده و توسط سیستم شبیه آنچه در تلاطم هوا استفاده می شد به مخزن دیگر می دهد.
انتخاب فیلتر
انتخاب فیلتر برای دسترسی به اصلاح نهایی به چند عامل بستگی دارد. چه مقدار انتقال مواد بر روی محصولی که آبکاری می شود رخ می دهد یا چه مقدار مواد غیر محلول از آندهای آلوده ، هوا ، مواد شیمیایی و یا هر منبع دیگر وارد محلول می شود.
گردش چندباره فواید زیادی دارد ، نوع خاص فیلتری که استفاده می شود معمولا بیشتر مواد جامد ، نه همه ی ان را جدا می کند . بعد از آن عبور دوباره ، سه باره یا چهارباره از فیلتر نتیجه ی مطلوب را می دهد. به عنوان مثال : اگر مش فیلتر کارایی 90 درصدی نگه داری ذرات پنج میکرونی داشته ، می تواند درصد کمتری ذرات ریز را نیز جدا کند (50 درصد ذرات 3 میکرونی). اگر تخلخل مش تغییر نکند در عبور دوباره محلول از فیلتر می توان این انتظار را داشت که بیش از 50 درصد ذرات سه میکرونی جدا شود. 25 درصد همچنان باقی مانده که با چرخش دوباره ممکن است همچنان ذرات سه میکرونی باقی ماند که این نکته حائز اهمیت است که شفاف سازی بعد از فیلتراسیون صورت می گیرد و سرعت انتقال بسیار مهم می باشد . البته تاثیر افزایش دانسیته ی ایجاد شده به وسیله ذرات بر روی مش که سرعت را افزایش و درصد نگه داری را زیاد می کند نیز باید در نظر گرفته شود. مش فیلتر با گستره ی وسیعی از تخلخل خاصیت گردش مجدد دارد ، از ذرات درشت به جای ذرات ریز یا دونوع ذره در یک مخزن استفاده گردد. مزیت بسیار مهم استفاده از مش کم چگال تر ، نگه داری مطلوب ذرات ، افزایش ظرفیت نگه داری – جامدات به وسیله ذرات درشت تر می باشد . در مقایسه با مش ریزتر ذرات درشت 5 مرتبه ظرفیت نگه داری جامدات را افزایش می دهند قبل از اینکه سرعت جریان کاهش یابد . سپس با یک مش درشت جایگزین می شود و گردش مجدد شروع شده تا اینکه مایع کاملا شفاف شود.
ورود ناخالصی ها
ناخالصی و کثیفی که وارد حمام آبکاری می شود ناشی از چسبیدن مواد به قطعات ، آندها و آب و منبع تولید هوا است . فیلتر با ظرفیت نگه داری ناخالصی ناکارآمد نیازمند تمیز کردن یا سرویس تکراری است . مواد جامدی که باقی می مانند استرس یا پوسیدگی آب بندی پمپم را افزایش می دهد.
توانایی فیلتر کردن بسته به طبیعت ، اندازه و مقدار ذرات معلق دارد که به نوبه ی خود مشروط به نوع و شیمی محلول آبکاری است. به طور کلی محلول های فلیایی همانند سیانیدی ها به صورت لجن می باشند و فیلتر کردن مواد نامحلول مشکل است. در حالی که حمام های اسیدی شامل جامدات شن مانند هستند که فیلتر کردن انها با مش فیلتر متراکم آسان خواهد بود . آزمایش سریع نمونه آزمایشی یا کاغذ فیلتری در یک قیف ماهیت و سایز جامدات را مشخص خواهد کرد و همچنین بهترین مش فیلتر را نشان می دهد. آندهای محلول کیسه دار (کیسه مانند) به مقدار زیادی لجن وارد شده به حمام آبکاری را کاهش می دهند. مواد جامد منبع هوا از سقف دمنده های هوا ، موتور فن ها ، صیقل دهنده ها و سنباده ها می تواند به داخل حمام آبکاری بیفتد و در روند آبکاری خلل ایجاد کنند. برای هم زدن محلول با هوا معمولا از دمنده های فشار پایین استفاده می شود. که این تقریبا فیلتراسیون مناسب با هوا را غیرممکن می سازد و محلول ابکاری به عنوان تمیز کننده ی بخار عمل می کند ، کمپرسور هوا بسیار گران تر بوده اما به اندازه کافی روغن ومواد جامد را فیلتر می کند . مقررات موجود برای تصفیه پساب ها همه ی ابکاری ها را ملزم به جداکردن و خارج کردن ذرات معلق (Tss) از پساب ها کرده که مقداری که در هر ساعت خارج می گردد به آسانی قابل محاسبه است . به عنوان مثال 100 gpm پساب شامل 5lbs,(100mg/L)100 ppm Tss تولید میکند و مواد جامد در هر ساعت به صورت زیر محاسبه می گردد :
100gpm ×3/79 L/gaL× 100 mg/L×60 min/hr = 5 lbs (2/3 Kg/hr)
1000 mg/g ×454 g/ lb
بنابراین فیلتر باید ظرفیت کافی برای نگه داری حدود 40 lbs جامد در 8 ساعت کارکرد را داشته باشد. فیلتر گرانشی افقی بهترین و کارآمدترین فیلتر برای این گونه ناخالصی ها باشد.(جدول 1)
سرعت جریان
در سال های اخیر سرعت جریان عبوری از فیلتر یا مخزن انتقال به صورت 2 یا 3 در ساعت برای بیشتر آبکاری ها افزایش یافته است . بدان معنی که 1000 گالن نیازمند سرعت جریانی 2000 تا 3000 گالن در ساعت (7/6 – 11/5 m3hr) است.
محلول های قلیایی ممکن است نیازمند سرعت جریان بالاتری برای جداسازی موثر ذرات جامد به وسیله ی چرخش باشند . بسته به نوع مش فیلتر و کارایی نگه داری آن ، سرعت جریان از رنج 0/5 تا (8 lpm )2gpm تا 2 بر فوت مربع سطح فیلتر قابل دسترسی است.
جدول (1) – خالص سازی و فیلتراسیون پیشنهادی برای حمام های آبکاری
| فرآیند | PH | F دما | فیلتراسیون | انتقال / ساعت | لوله های فیلتر/ 100 گالنی | فیبر / هسته | تخلخل میکرون |
| آندایز کردن | 1 | 90-60 | اختیاری | 1 | 1 | U/U | 15 |
| آندایز سیل با Ni | 5/5 | 200 | مطلوب | 2 | 2- | U/S | 15 |
| برنج / برنز | 10 | 200-100 | هرآنچه مورد نیاز است | 2 | 2 | U/U | 15 |
| کادمیوم | 12 | 100 | هرآنچه مورد نیاز است | 2 | 2 | U/U | 30 |
| کروم شش ظرفیتی | 1 | 130-110 | اختیاری | 2-1 | 2-1 | U/U | 15 |
| کروم سه ظرفیتی | 5/3-2 | 75 | پیوسته | 2 | 3 | U/U | 5-1 |
| مس اسیدی | 1 | 120-75 | پیوسته | 3-2 | 3 | U/U | 15 |
| مسی سیانیدی | 13-11 | 150-70 | پیوسته | 3-2 | 3 | U/U | 15 |
| مس الکترولس | 14 | 140-100 | پیوسته | 2-1 | 2 | U/U | 3 |
| مس فلوئوبورات | 1 | 120-70 | هرانچه مورد نیاز است | 1 | 1 | U/U | 15 |
| مس پیروفسفات | 9-8 | 130-110 | پیوسته | 3-2 | 2 | U/U | 20-10 |
| طلا اسیدی | 6-3 | 125-80 | پیوسته | 2 | 2 | C/U | 5-1 |
| طلا سیانیدی | 12-7 | 75 | پیوسته | 2 | 2 | C/U | 5 |
| کلراید اهن | 1 | 195 | پیوسته | 3-2 | 2 | U/U | 15 |
| فلوئوبورات سرب | 1 | 100 | پیوسته | 1 | 1 | U/U | 15 |
| نیکل براق | 5-3 | 150-125 | پیوسته | 3-2 | 3-2 | C/U | 30-15 |
| نیکل نیمه براق | 5-2 | 130 | پیوسته | 3-2 | 2 | C/U | 15 |
| نیکل کلراید | 2 | 150-120 | پیوسته | 3-2 | 2 | C/U | 15 |
| نیکل الکترولس | 11-4 | 200-100 | پیوسته | 3-2 | 2 | U/U | 15 |
| نیکل سولفامات | 5-3 | 140-100 | پیوسته | 3-2 | 2 | C/U | 15 |
| نیکل واتس | 4 | 160-120 | پیوسته | 3-2 | 2 | C/U | 15 |
| نیکل – آهن | 4-5/3 | 135 | پیوسته | 3-2 | 3-2 | C/U | 30-15 |
| رودیوم اسیدی | 1 | 120-100 | هرانچه مورد نیاز است | 2-1 | 2-1 | U/U | 5 |
| نقره سیانیدی | 12 | 120-7 | پیوسته | 2 | 2 | C/U | 5 |
| قلع اسیدی | 5/0 | 70 | هر آنچه ضروری است. | 1 | 1 | U/U | 15 |
| قلع قلیایی | 12 | 180-140 | هر آنچه ضروری است. | 3 | 3 | C/U | 30 |
| قلع – سرب | 5/0 | 100 | پیوسته | 1 | 1 | U/U | 15 |
| قلع – نیکل | 5/2 | 150 | پیوسته | 2-1 | 2 | U/U | 15 |
| روی اسیدکلریدریک | 6-5 | 140-70 | پیوسته | 2 | 4 | U/U | 15 |
| روی قلیایی | 14 | 100-75 | هر آنچه ضروری است. | 3-2 | 3 | U/U | 50-30 |
| روی سیانیدی | 14 | 90-75 | پیوسته | 3-2 | 3 | C/U | 100-30 |
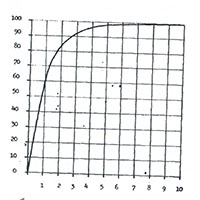
شکل (1) – نمودار ذرات جامد شده بر حسب میزان گردش مواد در مخزن.
منبع : نشریه شماره 32 رانیز
تلفن : 22022527
