پوشش روی فسفات روی فولاد ضد زنگ نوع 316L با استفاده از روش هیدروترمال
مقدمه
فولاد ضدزنگ به علت مقاومت در برابر خوردگی خوب، کارایی گرم و سرد و خواص مکانیکی عالی، به طور گسترده ای در صنعت استفاده می شود. از میان آنها نوع فولاد ضد زنگ 316L (به عنوان 316L SS نامیده می شود) شناخته شده به عنوان مواد سازگار با محیط زیست است و آن را به عنوان پیچ و یا صفحات برای کاشت در ارتوپدی و دندانپزشکی استفاده می شود.
آهن به عنوان Fe2+ ، که ممکن است از 316L SS زیر محیط بدنه حل شود، یک عنصر ردیابی ضروری برای تقریبا تمام موجودات زنده است، با این حال، غلظت بالا یون Fe2+ منجر به اثر منفی بر بافت زنده می شود [1]. بنابراین پوشش سطح می تواند برای جلوگیری از آزاد شدن یون Fe2+ مفید باشد. با توجه به اصلاح سطح 316L SS، اخیرا تنها چند روش پوشش سطحی مانند اسپری پلاسما [2]، الکتروشیمیایی [3] و روش الکترولیزوئید [4] گزارش شده است که برای مواد بیولوژیکی مورد ، اما همچنین زمینه های مهندسی استفاده قرار می گیرند.
پوشش های زیست فعال اسپری شده توسط پلاسما ممکن است برای SS 316L مجاز باشد زیرا آنها در حال حاضر در ایمپلنت های ساخته شده از تیتانیوم و آلیاژ آن استفاده می شود؛ با این حال، ضریب چسبندگی ضخامت پوشش فلز و همچنین بی ثباتی فاز، ترکها و مشکل کنترل لایه های رسوب شده گزارش شده است [5]. روش پوشش وضعیت الکترود در راه اندازی و بررسی پردازش نسبتا پیچیده است [6].
از سوی دیگر، فسفاته شده یا فسفاتیزه کردن روی، یک نوع پوشش فسفات روی یکی از محبوب ترین روش هایی است که برای فولاد معتدل برای بدست آوردن یک لایه محافظ روی آن در برابر واکنش خوردگی استفاده می شود [7]. به طور کلی، چندین کاربرد برای فلزات فسفاته روی ، مانند دستگاه های مقاوم در برابر خوردگی [8]، قطعات خودروی مقاوم در برابر سایش مانند محور چرخ دنده و میل لنگ [9]، شکل گیری سرد فولاد [10]، روانکاری برای رسم عمیق [11]، پیش درمان نقاشی [12]، و اتصال مکانیکی [13] بین پلیمرها و سطح فلزات به خوبی شناخته شده است. ما انتظار داریم پوشش فسفات روی برای یک پوشش سرامیکی سازگار با زیست یک کاندیدا باشد، زیرا فسفات جزء اصلی رشد بافت سرامیکهای مشتق شده از فسفات کلسیم است. روی یکی از عناصر موثر برای افزایش کانی سازی زیستی است [14-16]. علاوه بر این، مقاومت اتصال لایه فسفات روی به سطح فولاد بسیار بالا است. در آزمایش اولیه ما، یک روش فسفاتیزه کردن سنتی (90 درجه سانتیگراد برای چند دقیقه]17-19[) به 316 L SS استفاده شد. با این وجود، پوشش فسفات روی از 316 L SS حتی بعد از 30 روز خیس خوردن نمیتوانست بدست آورده شود. بر اساس این نتیجه، ما فکر کردیم که دمای بالای بیش از 100 درجه سانتیگراد ممکن است برای بدست آوردن لایه پوشش فسفات بر روی 316 L SS لازم باشد. بدین ترتیب، برای درمان پوشش فسفات روی 316 L SS در این آزمایش، از روش هیدروترمال استفاده شد.
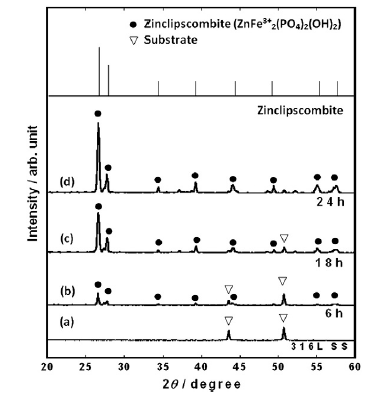
نمودار پراش پرتوی ایکس زینک فسفات روی استیل 316 در دمای 200 درجه در ساعات مختلف
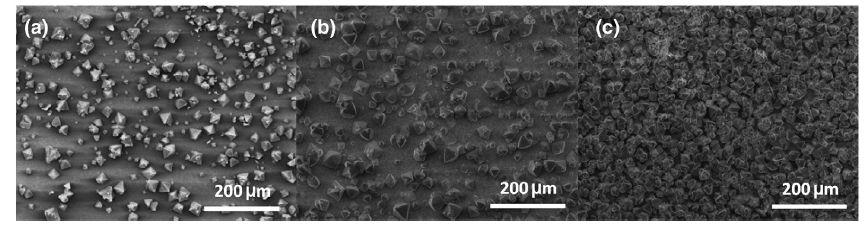
تصویر SEM فسفات روی استیل 316 در دمای 200 درجه در ساعات مختلف a: 6ساعت b: 18 ساعت c: 24 ساعت
References
[1] D. Bociaga, K. Mitura, Diamond Relat. Mater. 17 (7-10) (2008) 1410.
[2] M.H. Enayati, M.H. Fathi, A. Zomorodian, Surf. Eng. 25 (4) (2009) 338.
[3] G. Shustak, Y. Shaulov, A.J. Domb, D. Mandler, Chem. Eur. J. 13 (22) (2007) 6402.
[4] E. Setare, K. Raeissi, M.A. Golozar, M.H. Fathi, Corros. Sci. 51 (8) (2009) 1802.
[5] J.L. Ong, M. Appleford, S. Oh, Y. Yang, W.H. Chen, J.D. Bunigardner, W.O. Haggard,
JOM 58 (7) (2006) 67.
[6] N.P. Pham, E. Boellaard, J.N. Burghartz, P.M. Sarro, J. Microelectromech. Syst. 13 (3)
(2004) 491.
[7] K. Ravichandran, T.S.N.S. Narayanan, Trans. Inst. Met. Finish. 79 (2001) 143.
[8] T. Sugama, L.E. Kukacka, N. Carciello, J.B. Warren, J. Mater. Sci. 26 (4) (1991) 1045.
[9] J.K. Yang, J.G. Kim, J.S. Chun, Thin Solid Films 101 (3) (1983) 193.
[10] H. Saiki, G. Ngaile, L.Q. Ruan, J. Mater. Process. Technol. 63 (1-3) (1997) 238.
[11] V. Burokas, A. Martusiene, G. Bikulcius, Surf. Coat. Technol. 102 (3) (1998) 233.
[12] P.J. Gardner, I.W. Mcarn, V. Barton, G.M. Seydt, J. Oil Colour Chem. Assoc. 73 (1) (1990) 16.
[13] T. Sugama, N.R. Carciello, J. Appl. Polym. Sci. 45 (7) (1992) 1291.
[14] M. Yamaguchi, H. Oishi, Y. Suketa, Biochem. Pharmacol. 36 (22) (1987) 4007.
[15] J. Eberle, S. Schmidmayer, R.G. Erben, M. Stangassinger, H.P. Roth, J. Trace Elem.
Med. Biol. 13 (1-2) (1999) 21.
[16] D. Chen, L.C. Waite, W.M. Pierce Jr., Biol. Trace Elem. Res. 68 (3) (1999) 225.
[17] G.Y. Li, L.Y. Niu, J.S. Lian, Z.H. Jiang, Surf. Coat. Technol. 176 (2) (2004) 215.