فسفاته تیتانیوم
در نتیجه مسائل بهداشتی و زیست محیطی مرتبط با پوشش های کرومات و کادمیوم فسفات، علاقه به پوشش های تبدیل بر اساس فسفاته روی افزایش می یابد.
تیتانیوم و آلیاژهای آن با استفاده از قدرت ویژه خاص خود، مقاومت در برابر خوردگی و پایداری حرارتی به طور گسترده ای در زمینه های مهندسی و بیومدیکال مورد استفاده قرار گرفته اند1-5. با این حال، تیتانیوم و آلیاژهای آن ممکن است در محلول یا جو حاوی کلرید کاهش مقاومت سایش و مقاومت در برابر خوردگی را نشان دهند6-8.
به منظور بهبود عملکرد الکتروشیمیایی آن، لازم است که روی تیتانیوم و آلیاژهای آن اصلاح سطح انجام شود. تبدیل یا پوشش شیمیایی به علت کارایی اقتصادی آن، مقاومت ضد خوردگی عالی و مناسب بودن برای آماده سازی سطحی نامنظم به طور گسترده ای در اصلاح سطح مواد فلزی استفاده می شود9-10. به خوبی شناخته شده است که فلزات آهنی در معرض تبدیل شیمیایی می توانند پوشش های با کیفیت بالا تولید کنند، در حالی که بر روی فلزات غیر آهنی مانند تیتانیوم و آلیاژهای آن تبدیل شیمیایی بسیار آهسته و حتی متوقف میشود 11.
معمولا برای تهیه پوشش های شیمیایی فسفات (PCC) روی تیتانیوم، از دمای بالا یا زمینه کمکی مورد استفاده قرار گرفته است. Valanezhad et al یک روش هیدروترمال بالا برای تهیه پوشش شیمیایی فسفاته روی روی سطح تیتانیوم خالص ارائه دادند و دریافتند که پوشش زینک فسفات با فعالیت بیولوژیکی خوب می تواند در دمای 250 درجه سانتیگراد برای 10 ساعت در حمام PCC آماده شود. ژائو و همکارانش دریافتند که اولتراسونیک می تواند شکل گیری پوشش PCC روی تیتانیوم را تحریک می کند، در حالی که دمای بالا و فشار بالا ناشی از میدان اولتراسونیک می تواند منجر به بی ثباتی و ناکارآمدی حمام PCC و همچنین شکل گیری slummage شود. بنابراین، یک پوشش فسفات با کیفیت بالا بر روی تیتانیوم و آلیاژهای آن با روش اصلاح شده به جای روش تبدیل شیمیایی سنتی در دمای اتاق (25 ℃) شکل گرفت. فاز کامپوزیت روی و روی فسفات پوشش را با مقاومت به خوردگی بهتر در دی اکسید گوگرد، سولفید هیدروژن و فضای دریایی به علت حفاظت دو برابر پوشش داده و بنابراین در کاربرد عملی آلیاژهای تیتانیوم قابل توجه بود 12-13.
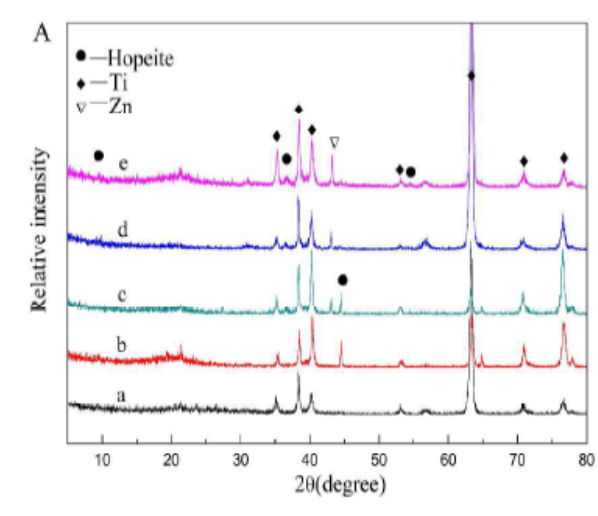
نمودار پراش پرتوی ایکس فسفاته روی بر سطح تیتانیوم
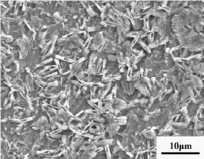
تصویر میکروسکوپ الکترونی روبشی از فسفاته روی بر سطح تیتانیوم
References
1. C. K. Lee, TRIBOL INT, 2012, 55, 7-14
2. M. Geetha, A. K. Singh, R. Asokamani and A. K. Gogia, PROG MATER SCI, 2009, 54, 397- 425.
3. C. Hu, M. Aindow and M. Wei, SURF COAT TECH, 2017, 313, 255-262.
4. I. V. Pylypchuk, P. P. Gorbyk, A. L. Petranovska, O. M. Korduban, P. E. Markovsky and O. M. Ivasyshyn, Surface Chemistry of Nanobiomaterials, 2016, 193-229.
5. M. V. Diamanti, S. Codeluppi, A. Cordioli and M. P. Pedeferri, J EXP NANOSCI, 2009, 4, 365-372.
6. N. Schiff, B. Grosgogeat, M. Lissac and F. Dalard, BIOMATERIALS, 2002, 23, 1995-2002.
7. H. H. Huang, BIOMATERIALS, 2002, 23, 59-63.
8. G. Mabilleau, S. Bourdon, M. L. Jolyguillou, R. Filmon, M. F. Basle and D. Chappard, ACTA BIOMATER, 2006, 2, 121.
9. M. Nakagawa, S. Matsuya, T. Shiraishi and M. Ohta, J DENT RES, 1999, 78, 1568.
10. A. S. Akhtar, D. Susac, P. Glaze, K. C. Wong, P. C. Wong and K. A. R. Mitchell, SURF COAT TECH, 2004, 187, 208-215.
11. S. E. Doyle, K. J. Roberts, A. H. Nahle, J. Robinson and F. C. Walsh, Transactions of the IMF, 1994, 72, 63-65.
12. D. B. Freeman, D. B. Freeman, Woodhead-Faulkner, Cambridge, 1986, 229, 1986, 30.
13. Y. Totik, Surface and Coatings Technology, 2006, 200, 2711-2717.
14. M. Arthanareeswari, T. S. N. S. Narayanan, P. Kamaraj and M. Tamilselvi, Journal of Coatings Technology & Research, 2012, 9, 39-46.
"خدمات پوشش فسفاته تیتانیوم در شرکت جلاپردازان پرشیا طبق استانداردها ارائه می گردد"
جهت کسب اطلاعات بیشتر با شماره های تماس زیر تماس حاصل فرمایید:
021.65734701-3
