شنبه تا پنجشنبه : 17 - 8
تهران - شهرک صنعتی باباسلمان
شهریار، شهرک صنعتی باباسلمان، خیابان صنعت
استاندارد iso 2819
مرور روش های در دسترس برای تست چسبندگی پوشش های الکتریکی یا شیمیایی بر بستر فلزی
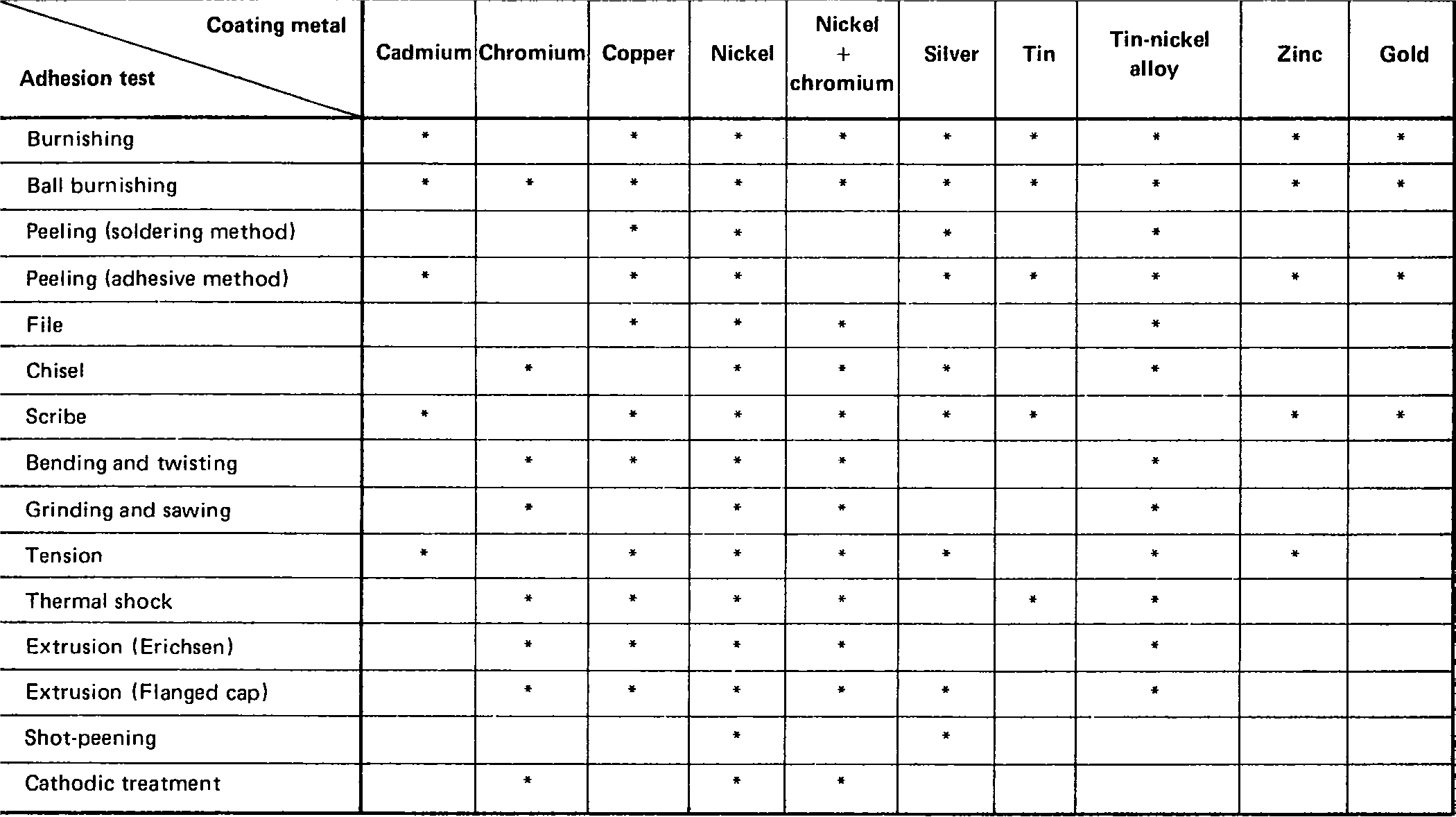
این استاندارد بین المللی روش های چک کردن سختی پوشش های برقی و رسوب دهی شیمیایی را شرح می دهد . این آزمون ها محدود به کیفیت ذاتی است. جدول 2 روش تست رایج مناسب برای هر نوع پوشش فلزی را نشان می دهد. بیشتر آزمون ها شرح داده شده قابلیت تخریب هم پوشش و هم قطعه مورد تست را دارد. اما بعضی از آن ها فقط پوشش را تخریب میکند. حتی اگر چسبندگی پوشش پیدا شده رضایت بخش باشد روی قطعه تخریب نشده در تست نباید معیار باشد که قطعه آسیب ندیده است. برای مثال تست جلا دهی(2.1) ممکن است روی یک قطعه ارئه داده شد قابل قبول نباشد و تست شک حرارتی ممکن است تولید عوض شدن نوع ترکیب بندی آلیاژ انجام دهد.
این استاندارد تست های خاصی را که در زمان های مختلف توسعه داده شده اند برای اندازه گیری کمی چسبندگی پوشش فلزی به یک سوبسترا توصیف نمی کند زیرا این آزمایش ها نیاز به دستگاه های خاص و مهارت های قابل توجهی در عملکرد آنها دارند که آنها را بعنوان آزمایش های کنترل کیفیت برای بخش تولید نامناسب می دانند. بعضی از تست های کیفی ممکن است به هر حال در کارهای تحقیق و توسعه ای مفید است.
2.1 تست جلاکاری
اگر پوشش قطعات در یک ناحیه به صورت موضعی مورد جلا دهی واقع شود. پوشش به سخت کاری و جذب اصطکاک تمایل خواهد داشت. اگر پوشش نازک باشد پوشش از فلز اصلی به صورت یک تاول تحت این شرایط با چسبندگی ضعیف جدا میشود.
هنگامی که شکل و اندازه قطعه اجازه می دهد، یک ناحیه به مساحت کمتر از 6 سانتی متر مربع ازسطح آبکاری شده باید به مدت 15ثانیه با یک جسم نرم مالش داده شود. جسم مناسب میله فولادی با 6 میلی متر قطر با انتهای نیم کره ای نرم است.
فشار باید برای جلا دادن پوشش در هر ضربه کافی باشد اما برای برش پوشش آنقدر بزرگ نیست. چسبندگی ضعیف به صورت تاول رشد و با مالشی ادامه دارد
اگر خواص مکانیکی پوشش ضعیف هستند تاول ممکن است بشکند و پوشش از سطح فلز پوسته میشود. این تست به رسوب های نسبتا نازک محدود خواهد شد.
2.2 تست توپ جلا دادن
توپ جلا دادن اغلب برای پولیش کاری استفاده میشود اما آن همچنین میتواند برای تست چسبندگی استفاده شود از یک بارل یا جلا دهی ویبره ای(لرزشی) با توپ های فولادی به اندازه ی قطر حدود 3 میلی متر و محلول صابون به عنوان روان کننده استفاده میشود. زمانی که پوشش ضعیف است ممکن است تولید تاول کند این روش مناسب پوشش های نسبتا نازک است.
2.3 تست شات پین
بوسیله حرکت چکشی اهنی یا فولادی توپ ها اجازه افتادن بوسیله جاذبه یا نیروی فشار هوا به سطح قطعه ازموده می شود که تولید نا همواری در پوشش میکند اگر پوشش اتصال ضعیف دارد آن شروع به تاول زدن میکند. معمولا شدنت ضربه پین باعث از بین رفتن چسبندگی پوشش میشود.
یک تستی که میتوان انجام داد با استفاده از تیوب های 150 میل طول 19 میل قطر داخلی به عنوان مخزن برای اطراف شاتهای فولادی (با قطر تقریبا 0.75) با نازل اتصال داده میشود کمپرسور هوا آورده میشود
2.4 تست پوسته (پیل)
این تست برای پوشش های با ضخامت کمتر از 125 میکرون روی سطوح مسطح مناسب است. یک نوار از جنس فولاد ضعیف حلبی یا برنجی با ظاهر 75 میلی متر طول در 10 میلی متر عرض در 0.5 میلی متر ضخامت از یک انتهای آن به سمت راست به اندازه 10 میلیمتر خم شود و قسمت کوتاه تر به سطح پوشش داده شده لحیم شود. بار اعمال شده به قسمت آزاد و نرمال به سطح لحیم کاری شده. پوشش اگر از اتصال لحیم ضعیفتر باشد پوشش از سطح جدا میشود. اگر چسبندگی پوشش از آن بیشتر باشد به هر حال در اتصال لحیم یا در داخل ضخامتی از پوشش شکست اتفاق می افتدو
این روش به صورت گسترده استفاده نمیشود زیرا گرمای ایجاد شده در طول لحیم کاری ممکن است باعث تغییر چسبندگی شود.
تست دیگر (تست نوار چسب) که در آن از یک نوار چسب سلولزی استفاده میشود مقدار چسبندگی با مقدار تقریبا 8 نیتون در سطح 25 میلی متری که به پوشش چسبانده میشود و با یک غلطک تمام حبابهای زیر چسب گرفته میشود. بعد از سپری شدن ده ثانیه با نیروی زیاد چسب جدا میشود و جدا شدن پوشش نشان دهنده چسبندگی ضعیف است.
2.5 تست سوهان زدن
یک قسمت از قطعه پوشش داده شده جدا شود در یکvice نگه داشته شود و یک آسیاب زبر سوهان شود برای بریدن پوشش . سوهان مستقیما از از فلز پایه به پوشش تحت زاویه تقریا 45 درجه به پوشش سطح استفاده میشود. نباید جداشدن پوشش اتفاق افتد. این تست برای پوشش های خیلی نازک و پوشش های نرم مثل زینک و کادمیوم مناسب نیست.
2.6 تست سنگ زنی و اره
ساییدن لبه پوشش نمونه با سنگ چرخ با اعمال مستقیم به پوشش روی فلز پایه. اگر چسبندگی ضعیف باشد رسوب از سطح جدا میشود. اره اهن بری میتواند جایگزین سنگ چرخ شود. این خیلی مهم است که اره در اعمال مستقیم با نیرویی باشد مه مایل به جدا کردن پوشش از سطح فلز پایه باشد. تست سنگ چرخ و اره آهن بری مخصوص پوشش های سخت مثل نیکل و کروم است.
2.7 تست با اسکنه تراشیدن
این تست مخصوص پوشش های با ضخامت قابل توجه است(بزرگتر از 125 میکرون).
یک تغییر محل تراشیدن تیز در پوشت پوشش بلند کردن و یک ضربه چکشی تیز . اگر چشبندگی خوب باشد پوشش میکند بدون اینکه اتصال ان از فلز پایه جدا شود.
نوع دیگر تست تراشیدن ترکیب آن با تست اره است. این تست بوسیله اره کردن نمونه عمودی پوشش، اگر چسبندگی زیاد خوب نباشد به طور واضحی شروع به شکستن میکند.
این تست برای پوششش های نرم زینک و کادمیوم مناسب نیست.
2.8 آزمون خمش
آزمون خمش شامل خمکاری و انعطاف پذیری پوشش تولید شده میشود. کش سانی و ماهیت پوشش با فلز پایه ، شکل دهی ، ذات پوشش و ارتباط آن با ضخامت دو لایه تحریف میشود.
این تست معمولا با دست یا انبر دست انجام میشود.خم کاری ابتدا با تغییر شکل است به یک سمت و سپسس خم شدن به سمت دیگر تا جایی که شکستن اتفاق بیافتد. میزان و مقدار شعاع خم شدن می توان با دستگاههایی کنترل کرد. این تست کششی بین پوشش و فلز پایه به اشتراک میگذارد، اگر پوششش ductile باشد اشتراک گذاری نیروی وارد شده کاهش میابد زیرا پوشش روان است(منعطف) و فلز پایه بدون پوشش ممکن است با این فسار بشکند.
پوشش های شکننده در این فشار مشکند اما اطلاعات مناسبی برای میزان چسبندگی به ما میدهد. بازرسری شکستگی ها تعیین میکند که آیا رسوب پوسته میشود یا میتوان با یک چاقو یا سوهان ان را پاک نمود.
2.10 تست پیچ خوردگی
در این تست نمونه (نوار یا سیم معمولی) دو بار دور یک میله پیچیده میشود. هر قطعه از تست استاندارد باشد. طول و عرض یم نوار سرعت خم کاری و قطر لوله ای دو رآن چر خانده میشود.
هر نشانه ای از شکستگی یا پوسته شدن نشانه چسبندگی ضعیف است.روی پوشش نسبت به داخل پوشش زودتر تخریب میشود
2.11 تست کشش
این تست فقط برای پونه خاصی از پوشش قطعات مناسب است. قطعات در کشش دارای استرس هستند تا زمانی که شکست اتفاق افتد. برخی از ترک خوردگی پوشش به طور معمول در نزدیکی شکستگی مشهود است اما جدا شدن پوشش از فلز پایه دیده نمیشود.
2.12 تست شک حرارتی
چسبندگی بیشتر از پوشش ها میتوان با حرارت دادن پوشش و خنک کردن ناگهانی تعیین کرد. قاعده کلی در این تست در اختلاف ضریب انبساط بین فلز پایه و پوشش است.
از این رو زمانی اعمال میشود که ضریب انبساط پوشش با فلز پایه اختلاف چشمگیری داشته باشد.این آزمایش بوسیله حرارت دادن نمونه در آون برای مدت زمان مناسب برای رسیدن به دمای مناسب مشخص شده در جدول انجام میشود فلزاتی که حساس به اکسید شدن هستند در فشار پایین یا در یک مایع مناسب انجام میشود.
|
قلع |
کروم، نیکل، نیکل+کروم، مس و قلع-نیکل |
پوشش فلزی
فلز پایه |
|
150
150
150
150 |
300 درجه سانتی گراد
150
250
220 |
فولاد
آلیاژهای روی
مس و آلیاژ های آن
آلومینیوم و آلیاژهای آن |
نمونه باید پس از تست در آب در دمای اتاق خنک شود. نباید هیچ گونه ترک و شکستگی و پوشته شدن در سطح پوشش مشاهده شود.
2.13 تست کشش
تست کشش معمولا برای قطعات مسطح انجام میشود. که بیشتر به اسم erichsen cupping test یا romanoff flanged cap testرایج است.
محصول آنها پوشش و فلز پایه در جایی که نیروی پیستون وارد میشود به صورت فنجان و فرو رفته تغییر شکل میابد.
در تست اریکسن یک پیستون توپی شکل با قطر 20 میلیمتر به سطح نمونه با سرعت 0.2 تا 6 میلی متر بر ثانیه با تنظیم هیدرولیک مناسب هل داده میشودچسبندگی ضعیف بعد از چند میلی مترشسکته یا پوسته میشود.
دستگاه تست رومانوف شامل یک پرس معمولی با دستگاه قابل تنظیم فشار پیستون کشش لبه دار است. پیستون 63.5 ملی متری در قطر و لبه 38 میلی متری در قطر. عمق لبه قابل تنظیم از 0 تا 12.7 میلی متر است. نمونه معمولا برای این نکته که در لبه شکسته خواهد شد تست میشود. قطعات سالم کشیده شده نشان میدهد که چگونه کشیدگی تاثیر بر ساختار پوشش میگذارد. این تست برای پوشش های خاص سخت مثل نیکل و کروم استفاده میشود.
2.14 تست کاتدی
قطعات پوشش داده شده که بصورت کاتدی درست شده اند در یک محلول که از فقط هیدروژن تشکیل شده است. تاول پوشش ممکن است به علت فشار گاز هیدروژن که منتشر میشود از پوشش مشخص و انباشته شدن آنها در یک بخش بین فلز پایه و پوشش ناپیوستگی ایجاد میکند.
برای این تست از یک محلول 5% از سدیم هیدروکساید استفاده میشود و نمونه برای دو دقیقه با چگالی جریان 10 آمپر ببر دسی متر مربع در 90 درج سانتی گراد اعمال میشود. وجود هر تاول کوچک در هر نقطه نشان دهنده چسبندگی ضعیف در ان محل است. اگر پوشش در مدت 15 دقیقه هنوز بدون تاورل بودنشان دهنده چسبندگی مناسب است. به جای این محلول میتوان از اسید سولفوریک 5% در دمای 60 درجه با چگالی جریان 10 استفاده نمود. چسبندگی ضعیف پوشش گسترش تاول در مدت زمان بین 5 تا 15 دقیقه تحت این شرایط به همراه دارد.
محدودیت الکترولیت تیت در اعمال پوشش نشت کردن هیدروژن است. پوشش نیکل یا نیکل کروم واکنش رضایت بخشی میدهدد. پوشش های کادمیوم و زینک و مس و قلع برای این تست مناسب نیستند.
جدول 2 تست های چسبندگی مناسب برای هر پوشش
عکس جدول
کارشناس شیمی دانشگاه شهید صدوقی
همکار در واحد تحقیق و توسعه جلاپردازان از سال 1395

