|
RINSE WATER OPTIONS
It might not be typical for all metal finishing operations but it is fairly common to have water costs at or near the top of the cost of operations. Rinsing is critical in the metal finishing process, but more water use does not necessarily mean better rinsing.
Best practices for producing effective rinsing are:
|
گزینههای آب شستشو
این گزینه شاید برای تمامی فرایندهای پرداختکاری فلزات متداول نباشد، اما تصور هزینههای آب به عنوان بیشترین هزینه یا نزدیک به آن در هزینههای عملیاتی، نسبتا متداول است. شستشو در فرایند پرداختکاری فلزات حیاتی است، اما استفاده از آب بیشتر لزوما به معنای شستشوی بهتر نیست.
بهترین روشها برای انجام شستشوی موثر عبارتند از:
|
|
• Multiple counterflowing immersion rinse tanks between process tanks
• Reactive rinsing for the appropriate process chemistry combinations
• Spray rinsing
• Combination rinses such as immersion rinsing, followed by spray rinsing or reactive rinsing combined with counterflow rinsing
|
• مخازن شستشوی غوطهوری جریان متقابل چندتایی میان مخازن فرایند
• شستشوی واکنشی برای ترکیبات شیمیایی مناسب
• شستشو به روش اسپری
• شستشوی ترکیبی مانند شستشوی غوطهوری، پس از شستشو اسپری یا شستشوی واکنشی همراه با شستشوی جریان متقابل
|
|

|
|
Figure 1. Rinse system with four independent rinse tanks.
|
شکل 1 سیستم شستشو با چهار مخزن شستشوی مستقل.
|
|
Figure 1 shows a rinse tank system with multiple rinses but with no counter flow rinsing on any of the neighboring rinse tanks. In this example, if each rinse tank is a flowing rinse, the total water use is 12 gallons per minute (gpm).
|
شکل 1 یک سیستم مخزن شستشو به همراه چندین مخزن شستشو، بدون شستشوی جریان متقابل در هر مخزن شستشو همسایه را نشان میدهد. در این مثال، اگر هر مخزن شستشو یک شستشوی جریان باشد، کل مصرف آب 12 گالن در دقیقه (gpm) است.
|
|
|
|
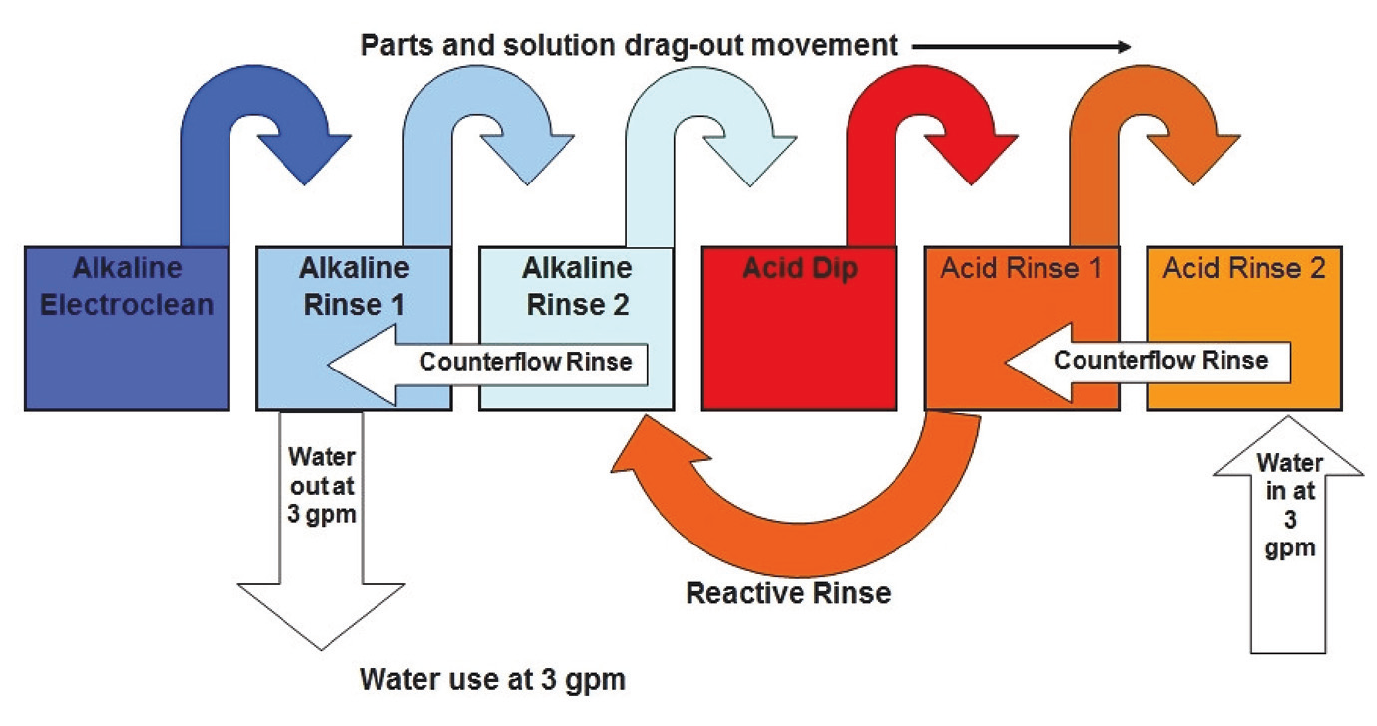
Figure 2. Maximized use of counterflow and reactive rinses.
|
شکل 2. استفاده حداکثری از شستشوی واکنشی و شستشوی جریان متقابل
|
|
There are two means of reducing the water use in rinsing without reducing the flow rate in each tank. The first is called counterflow or countercurrent rinsing, where the relatively clean rinse water from the second rinse in a rinse tank pair is flowed to the more contaminated primary rinse tank. Therefore, cleaner water is always moving to less clean rinse tanks. The cleanest water is still used for the critical final rinse, but the same rinse water is reused for the initial and least critical rinse. In Figure 2, if counterflow rinsing was the only additional water-saving method used, there would be a 50% reduction in water use (6 gpm) compared to Figure 1 (12 gpm).
|
دو روش کاهش مصرف آب شستشو، بدون کاهش سرعت جریان در هر مخزن وجود دارد. اولی شستشوی جریان متقابل یا شستشوی خلاف جریان نامیده میشود، جایی که آب شستشوی نسبتا تمیز از دومین مخزن شستشو در یک جفت مخزن شستشو به مخزن شستشوی اوليه آلودهتر جریان مییابد. بنابراین آب تمیز همیشه به مخازن شستشوی کثیفتر جریان مییابد. تمیزترین آب برای شستشوی نهایی مورد استفاده قرار میگیرد، اما همان آب شستشو برای شستشو اولیه و شستشوهای کم اهمیتتر استفاده میشود. در شکل 2 اگر شستشوی جریان متقابل تنها روش اضافی صرفهجویی در مصرف آب باشد، در مصرف آب 50 درصد صرفهجویی صورت میپذیرد (6 گالن در دقیقه) در مقایسه با شکل 1 (12 گالن در دقیقه) کاهش مییابد.
|
|
The second, less commonly used method of reducing water use is called reactive rinsing. It is a method of taking rinse water around a process tank to a previous rinse tank. The example in Figure 2 shows acid rinse water (acid rinse 1) flowing to the last alkaline rinse tank (alkaline rinse 2). The acid contained in this rinse water would normally be sent to waste treatment. With reactive rinsing, the acid from acid rinse 1 now goes to alkaline rinse 2 and neutralizes the residual alkalinity in that water. Any rinse water from alkaline rinse 2 being dragged out by parts and racks to the acid tank will now contain acid which previously would have been wasted. Therefore, no acid is being neutralized by alkaline dragout to the acid tank, and acid previously lost in acid rinse 1 now has some recovery by the reactive rinse flow. Figure 2 has a total water use of 3 gpm compared to the original flow rate of 12 gpm. The cost savings is $5,400 per year at $5/1,000 gallons for an 8-hour-per-day, 50- week operation, if 9 gpm is saved.
|
دومین و کم کاربردترین روش مورد استفاده برای کاهش مصرف آب، روش شستشوی واکنشی نامیده میشود. این یک روش انتقال آب شستشو از اطراف یک مخزن فرایند به مخزن شستشوی قبلی است. مثال موجود در شکل 2 نشان میدهد آب شستشوی اسید (شستشوی اسید 1) به آخرین مخزن شستشوی قلیایی (شستشوی قلیایی 2) جریان دارد. اسید موجود در این آب شستشو به طور معمول به تصفیه آب فرستاده میشود. در شستشوی واکنشی، اسید ناشی از شستشوی اسیدی 1 اکنون به شستشو قلیایی 2 انتقال مییابد و قلیائیهای باقیمانده در آن آب را خنثی میکند. تمام آبهای شستشوی ناشی از شستشوی قلیایی 2 توسط قطعات و قفسهها به مخزن اسید انتقال داده میشود و این مخزن اکنون حاوی اسید است که قبلا مصرف شده است. بنابراین هیچ اسیدی با بیرون کشیدن قلیایی به مخزن اسید خنثی نمیشود و اسیدی که قبلا در مخزن شستشوی اسید 1 از دست رفته بود، اکنون با جریان شستشوی واکنشی بهبود مییابد. در شکل 2 کل مصرف آب 3 گالن در دقیقه است نسبت به نرخ جریان اصلی که 12 گالن در دقیقه است. اگر آب به میزان 9 گالن در دقیقه ذخیره شود صرفهجویی 5400 دلاری در سال یعنی 5 دلار در هر 1000 گالن به مدت 8 ساعت در روز، 50 هفته کاری اتفاق میافتد.
|
|
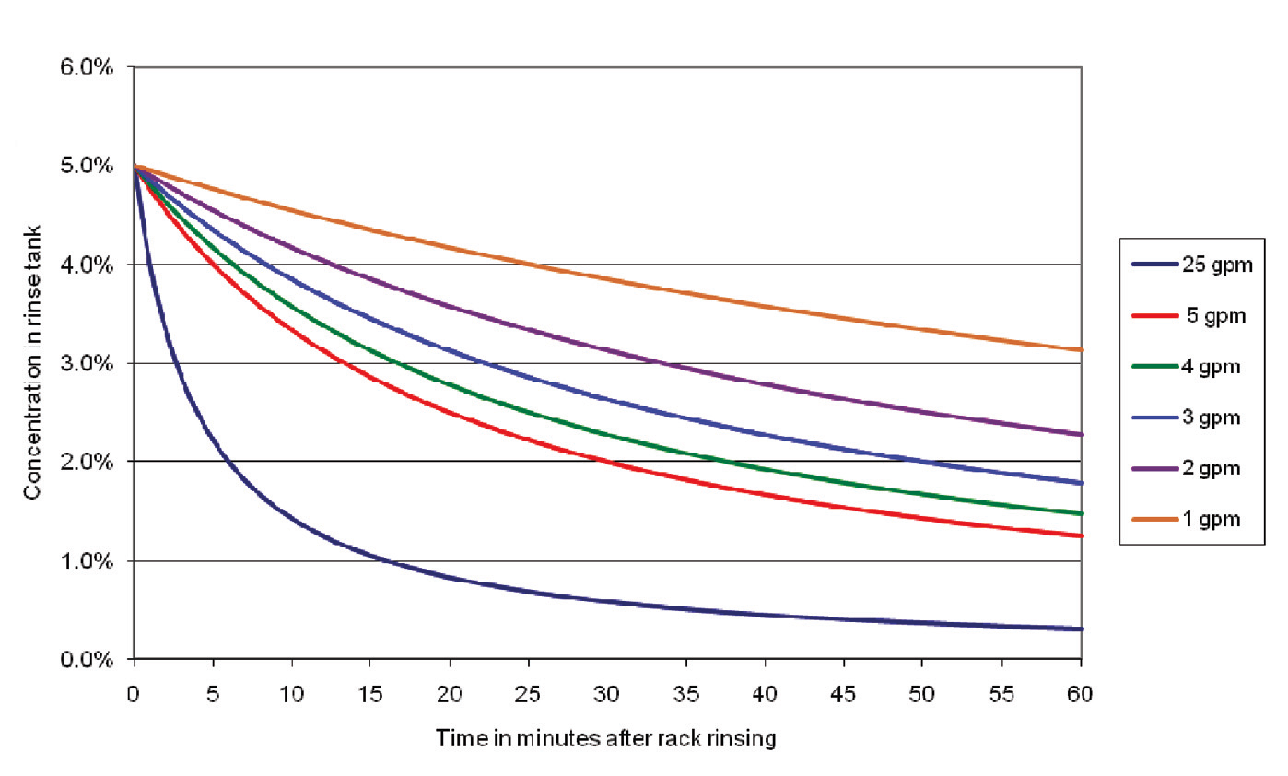
Oftentimes, when the rinse appear to be inadequate, companies assume that the best method of improving an immersion rinse is to increase the flow rate. However, rinse flow rates can be deceptive in that high flow rates might not be as helpful as expected. Figure 3 displays rinse tank concentration over time at various flow rates. The initial conditions are: 100 gallon rinse tank, incoming (dragout) solution concentration of 100 grams/gallon, and a dragout volume per rack of 0.05 gallons. It is apparent from Figure 3 that the rinse tank does not dilute the dragged-in chemical very rapidly. Even the 25 gpm flow rate takes approximately 5 minutes to drop the concentration from 5% to 2.5%. The main point is that a single rinse tank is relatively ineffective at providing critical rinsing. More importantly, increasing the flow rate in a rinse tank does not necessarily improve rinsing unless extremely high and costly flow rates are used.
|
در اغلب موارد زمانی که شستشو به نظر ناکافی میرسد، شرکتها فرض میکنند که بهترین روش بهبود شستشوی غوطهوری، افزایش نرخ جریان است. با این حال نرخ جریان شستشو میتواند فریبدهنده باشد زیرا ممکن است نرخ جریان بالا در حد انتظار مفید نباشد. شکل 3 نشاندهنده غلظت مخزن شستشو در طول زمان در نرخهای مختلف جریان است. شرایط اولیه عبارتست از: مخزن شستشوی 100 گالنی، غلظت محلول ورودی (ناشی از بیرون آوردن قطعات) 100 گرم در هر گالن و حجم بیرون کشیدن در هر آویز، 0.05 گالن است. از شکل 3 مشخص است که مخزن شستشو، مواد شیمیایی چسبیده به قطعات را رقیق نمیکند. حتی نرخ جریان 25 گالن در دقیقه حدود 5 دقیقه طول میکشد که غلظت از 5 تا 2.5 درصد کاهش یابد. نکته اصلی اینجاست که یک مخزن شستشوی به تنهایی در انجام شستشوی خوب، نسبتا ناکارآمد است. مهمتر اینکه افزایش نرخ جریان در مخزن شستشو لزوما به شستشو کمک نمیکند مگر اینکه از نرخ جریان بسیار زیاد و گران قیمت استفاده شود.
|
|
|
|
Figure 3. Rinse water flow dilution rates.
|
شکل 3. نرخ رقیق شوندگی جریان آب شستشو
|
|
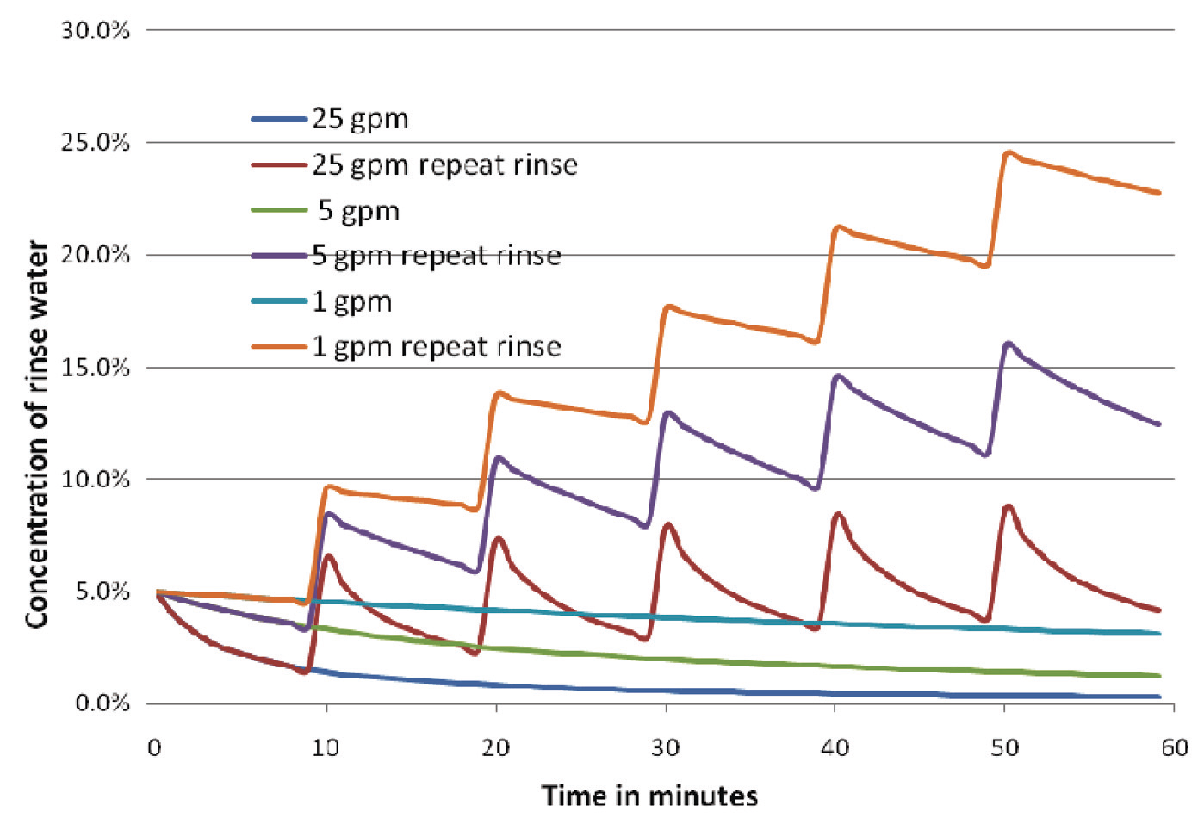
By taking immersion rinse flow rates one step further, Figure 4 shows the same rinsing example as shown in Figure 3, with the exception that every 10 minutes an additional load of dragout chemical is added. Note that this causes the rinse tank concentration to rise to very high concentrations very quickly, regardless of the flow rates used. This is another reason that counterflow rinsing is so effective. The concentration of the dragout chemistry between the first rinse tank and the second rinse tank drops dramatically. Thus, the effective dilution rate due to water flow is much faster, as shown in Figure 5.
|
به منظور پیشبرد نرخ جریان شستشوی غوطهوری به یک مرحله جلوتر، فرایند موجود در شکل 4 انجام میگردد، شکل 4 همان مثال شستشو موجود در شکل 3 را نشان میدهد، با این تفاوت که هر 10 دقیقه یک بار اضافی از مواد شیمیایی ناشی از بیرون آوردن قطعات افزوده میشود. توجه داشته باشید که این دلایل سبب میشود که غلظت مخزن شستشو به سرعت و به مقدار بسیار زیادی، صرف نظر از میزان جریان مصرف شده زیاد شود. این دلیل دیگری است که شستشوی جریان متقابل، بسیار موثر است. غلظت مواد شیمیایی ناشی از بیرون آوردن قطعات بین اولین مخزن شستشو و دومین مخزن شستشو به طور قابل توجهی کاهش مییابد. بنابراین نرخ رقیقسازی موثر به دلیل جریان آب، همانطور که در شکل 5 نشان داده شده است، بسیار سریعتر است.
|
|
|
|
Figure 4. Parts rinsed in tank every 10 minutes vs. single rinse.
|
شکل 4. قطعات شستشو شده در مخزن هر 10 دقیقه یک بار در مقابل شستشوی یکباره
|
|
The final method of reducing rinse water volumes but still obtaining excellent rinsing is by spray rinsing. This method is somewhat limited by the geometry of the parts being rinsed in that complex geometric shapes are difficult to thoroughly rinse with an automatic spray system. In a manual line, the operator can overcome the geometry problem of a part by manually spraying the part areas that are difficult to rinse by a normal battery of spray nozzles. Figure 6 compares a spray rinse to an immersion rinse. There are two major advantages to spray rinsing over immersion rinsing. First, the water hitting the parts is always clean—unlike water in an immersion tank which always contains some residual contamination. Second, a spray rinse needs to be running water only when parts are being rinsed. The rest of the time there is no water use, which is both a cost and environmental savings. A third and lesser advantage to spray rinsing would be in the case of parts requiring a heated rinse. In-line demand heaters can be used to provide hot water as needed during the spray cycle rather than having to continuously heat an immersion rinse tank.
|
هنوز هم بهترین نوع شستشو به روش اسپری صورت میپذیرد و روش نهایی کاهش حجم آب شستشو محسوب میشود. این روش کمی محدود است، شستشوی کامل برای قطعات با اشکال هندسی پیچیده با یک سیستم اسپری اتوماتیک، دشوار است. در یک خط دستی اپراتور میتواند به مشکل اشکال هندسی یک قطعه از طریق اسپری نواحی مختلف قطعه که برای شستشو دشوار است، با یک باتری معمولی نازلهای اسپری فائق آید. شکل 6 یک اسپری شستشو را در مقایسه با شستشوی غوطهوری نشان میدهد. دو مزیت عمده برای شستشوی اسپری نسبت به شستشوی غوطهوری وجود دارد. در ابتدا در حرارتدهی آب، قطعات همواره تمیز هستند (بر خلاف آبی که در یک مخزن غوطهوری وجود دارد که همیشه حاوی برخی آلودگیهای باقیمانده است. دوم یک شستشوی اسپری فقط زمانی که قطعات شستشو میشوند لازم است که جریان داشته باشد و در سایر زمانها هیچ مصرف آبی وجود ندارد، که هم صرفهجویی هزینهای و هم زیستمحیطی صورت میپذیرد. مزیت سوم و کم اهمیتتر برای شستشوی اسپری در مواردی است که قطعات نیاز به شستشوی گرم دارند. هیترهای موردنیاز خط تولید میتوانند به منظور فراهم آوردن آب گرم مورد نیاز در طول سیکل اسپری نسبت به داشتن گرمای مداوم داخل مخزن شستشوی غوطهوری، استفاده شوند.
|
|
The spray system in Figure 6 illustrates the water savings associated with spray rinsing compared to immersion rinsing. The left illustration in Figure 6 is a typical immersion rinse tank running at 3 gpm. The right illustration is a spray rinse with a battery of eight spray nozzles with a combined spray volume of 6 gpm. The spray rinse in this scenario is only turned on for two minutes while parts are in the tank. The next set of parts arrives eight minutes later. Since the spray rinse is turned on only for two minutes out of a 10 minute period, the average water use is 1.2 gpm, which is less than half of the immersion rinse tank’s usage rate of 3 gpm.
|
سیستم اسپری در شكل 6 صرفهجویی در مصرف آب را در شستشوی اسپری در مقایسه با شستشوی غوطهوری نشان میدهد. تصویر چپ در شکل 6 یک مخزن شستشوی غوطهوری معمولی است که با سرعت 3 گالن در دقیقه اجرا میشود. تصویر سمت راست یک اسپری شستشو با باتری نازل هشت اسپری با حجم اسپری ترکیبی 6 گالن در دقیقه است. در این سناریو در زمانی که قطعات درون مخزن هستند، آب شستشو اسپری فقط برای دو دقیقه وصل میشود. مجموعه بعدی قطعات هشت دقیقه بعد میرسد. از آنجایی که شستشوی اسپری فقط به مدت 2 دقیقه از کل دوره 10 دقیقهای روشن است، میانگین مصرف آب 1.2 گالن در دقیقه است که کمتر از نصف میزان استفاده در نرخ مخازن شستشوی غوطهوری 3 گالن در دقیقه است.
|
|

|
|
Figure 5. Contaminant concentration in two-tank and three-tank counterflow rinses.
|
شکل 5. غلظت آلودگی در شستشوی جریان متقابل دو مخزنه و سه مخزنه
|
|
One final way to reduce rinse water use in immersion rinse tanks is by controlling the rinse water valves. This method is a means of limiting flow when rinse water control consists of manually operated valves. The simplest method is to insert flow restrictors on the water valves to limit the maximum flow regardless of the valve’s position.
|
یک روش نهایی به منظور کاهش مصرف آب شستشو در مخازن شستشوی غوطهوری، کنترل نمودن شیرهای شستشوی آب است. زمانی که کنترل آب شستشو شامل شیرهای کنترلی دستی است، این روش یک وسیله محدود کردن جریان است. سادهترین روش این است که محدودکنندههای جریان بر روی شیرهای کنترل آب تعبیه شوند تا حداکثر جریان بدون توجه به موقعیت شیر کنترلی محدود شود.
|
|

|
|
Figure 6. Spray rinsing compared to immersion rinsing.
|
شکل 6. شستشوی اسپری در مقایسه با شستشوی غوطهوری
|
|
Another method of water valve control is to insert solenoid valves into the rinse water lines which open or close based on the conductivity of the rinse water in the tanks. This requires minor up-front measurements of the water conductivity, which is often directly related to the amount of chemistry being dragged into the rinse water. The valve conductivity controls are then set to turn the water on when the conductivity (contamination) gets too high and then turn the water off when the conductivity drops to a lower set point. The advantage of this system is that the water stops running when a plating line has a break in the work flow, rather than manually turning the water on and off at both the beginning and end of the day regardless of the amount of work running through the line. These conductivity controlled valves can be purchased as systems that include the solenoid valve, conductivity probe, and conductivity control box, and typically cost between $500 and $1,000 (Myron L Company).
|
یک روش دیگر: کنترل کردن شیر آب توسط نصب شیرهای برقی در خطوط شستشوی آب صورت میگیرد که آب شستشو در مخازن براساس رسانایی، قطع و وصل میگردد. این روش نیازمند اندازهگیریهای حداقلی و قبلی هدایت آب است که اغلب به طور مستقیم به میزان مواد شیمیایی واردشده به آب شستشو بستگی دارد. سپس شیرهای کنترل هدایت، به نحوی تنظیم میشود که جریان آب را هنگامیکه رسانایی (آلودگی) بسیار بالا میرود، وصل نموده و زمانی که رسانایی تا میزان مشخصی پایین میآید، جریان آب را قطع کند. مزیت این سیستم این است که زمانی که یک خط آبکاری در طول روز استراحت میکند، جریان آب قطع میشود، در مقایسه با روش دستی که در ابتدا و انتهای روز بدون در نظر گرفتن میزان کاری که در خط تولید در حال انجام است، آب را قطع و وصل میکند. این شیرهای کنترلی براساس رسانایی میتوانند بهعنوان سیستمهایی که شامل شیرهای برقی، پروب هدایت و جعبه کنترل رسانایی هستند خریداری شوند و معمولا بین 500 تا 1000 دلار (شرکت Myron L) قیمت دارند.
|
|
Exhaust CFM
|
Blower hp
|
Annual electricity cost, $.09/kW-hr
|
Annual make-up air heating cost, $5/decatherm of natural gas
|
Total annual
ventilation, heating cost($)
|
|
10000
|
50
|
23696
|
6463
|
30159
|
|
8000
|
40
|
18957
|
5170
|
24127
|
|
5000
|
20
|
9479
|
3231
|
12710
|
|
2000
|
10
|
4739
|
1293
|
6032
|
|
Table 1. Example of costs associated with plating line ventilation rates (operation on a 24-hour, 5-day basis).
|
|
هزینه گرمایش، تهویه کل سالیانه
|
هزینه گرمایش هوای تازه سالیانه 5 دلار در دکاترم گاز طبیعی
|
هزینه سالیانه برق 0.09 دلار در هر کیلووات ساعت
|
قدرت دمنده به اسب بخار
|
میزان هوای خروجی
|
|
30159
|
6463
|
23696
|
50
|
10000
|
|
24127
|
5170
|
18957
|
40
|
8000
|
|
12710
|
3231
|
9479
|
20
|
5000
|
|
6032
|
1293
|
4739
|
10
|
2000
|
|
جدول 1. مثال هزینههای مربوط به نرخ تهویه خط آبکاری (عملیات 24 ساعته بر اساس 5 روز)
|
